全部
▼
 1000
1000
 0
0
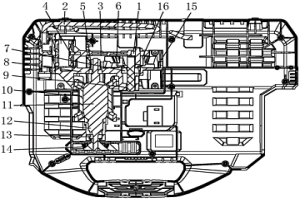
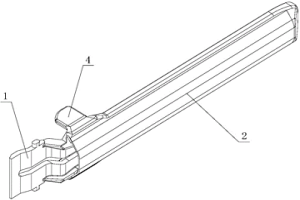
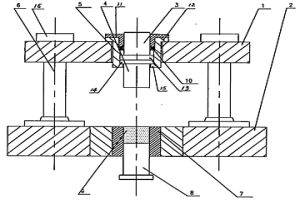
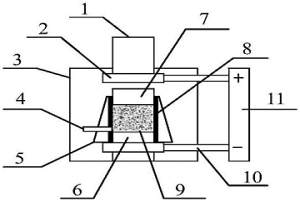
本实用新型公开了一种箱式空压机,包括机壳,它还包括气管、带有风叶的偏心轮、小皮带轮;机壳内设置有气管;气管与气缸盖相连接;小皮带轮通过皮带与偏心轮相连接;偏心轮的表面上沿圆周方向均匀设置有多个叶片;偏心轮的中部设置有粉末冶金镶件;粉末冶金镶件的中部竖直设置有转动轴;粉末冶金镶件的顶部右端设置有偏心轴承;偏心轴承与左端的连杆相连接;连杆的左端设置有活塞;活塞与气缸相连接;气缸外套置有一号铝支架;一号铝支架的左端与气缸盖的连接板匹配相接。本实用新型通过将偏心轮与风叶合二为一,不仅装配简单,使用更稳定,而且加工方便、精细,节省了成本,提高了加工效率,具有广泛的适用性。
 1023
0
1023
0
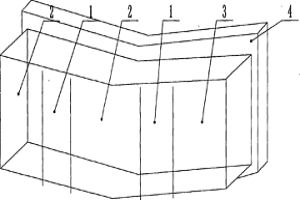
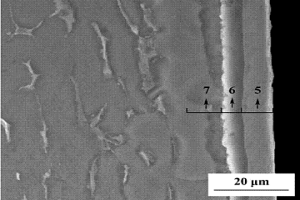
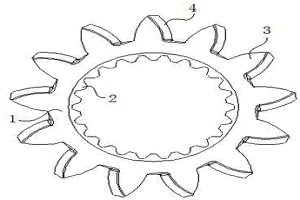
本发明涉及一种涂覆功能梯度涂层的金刚石,属于硬质颗粒材料的技术领域。本发明的涂覆功能梯度涂层的金刚石,包括涂覆在金刚石基础颗粒表面的化学键合层,化学键合层通过涂覆碳化物形成元素形成;涂覆在化学键合层表面的冶金结合层,冶金结合层通过包覆Fe‑Cu‑Ni‑Sn水雾化预合金粉末形成;包覆在冶金结合层表面的胎体过渡连接层,胎体过渡连接层通过包覆Fe‑Cu或Fe‑Cu‑Sn水雾化预合金粉末而形成。本发明的金刚石在烧结成型时通过化学键合以及浸润对金刚石形成良好的预置性把持,将金刚石制品中胎体对金刚石的直接接触把持转化为胎体对金属功能层的把持,改变了胎体对金刚石的把持性质、形式与能力,大幅度提高金刚石的有效利用率,改善金刚石工具的锋利度及寿命。
 943
0
943
0
本发明具体是指一种碳化钨颗粒增强的耐磨耐蚀粉末冶金不锈钢及其制备方法。耐磨耐蚀粉末冶金不锈钢具体配方组分及其按质量百分比计的含量如下:基体材料80.0~95.0%,增强相碳化钨5.0~20.0%;所述基体材料组分及其按质量百分比计的含量为铬12.0~14.0%,锰0.8~1.2%,铜0.8~1.5%,镍1.5~2.5%,钼0.8~1.2%,碳0.08~0.24%,余量为铁。本发明采用放电等离子快速烧结成型,所得粉末冶金钢具有近全致密、硬度高、耐磨和耐蚀性能良好等特点,无需再经过后续热处理性能已达到高强耐磨钢的要求,适合于制造在高温、重载荷、腐蚀介质等恶劣环境中使用的摩擦运动副零部件,生产成本低,工业化生产前景好。
 1015
0
1015
0
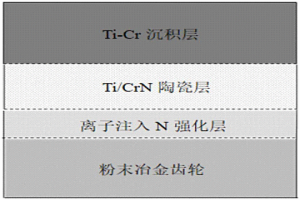
本发明公开了一种Ti/CrN复合结构的梯度陶瓷耐磨合金层及其制备方法,该合金层自上而下依次包括Ti‑Cr沉积层、Ti/CrN梯度陶瓷层和N强化层。其制备方法为:(1)在粉末冶金齿轮表面离子注入N强化层;(2)在N强化层表面用双辉等离子合金化法制备Ti‑Cr合金层。氮原子易与合金元素发生相互作用,形成的氮化物可提高耐磨性能。在等离子合金化过程中,溅射出的Ti、Cr离子与离子注入的N发生反应,形成了Ti/CrN复合结构的梯度陶瓷耐磨合金层。相较于其他提高粉末冶金齿轮耐磨性能的方法,本发明实现了两种技术优势最大化,极大提高了粉末冶金齿轮的耐磨性能,延长了齿轮的使用寿命。
 1020
0
1020
0
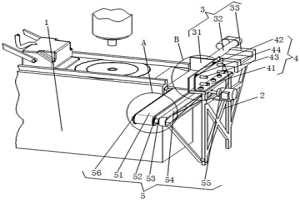
本实用新型涉及铜套成型设备技术领域,且公开了航空用高强度铜套自动化成型设备,包括粉末冶金铸造设备,粉末冶金铸造设备的一侧安装有延伸支撑架,且延伸支撑架的顶部分别连接有推料机构和缓冲机构,延伸支撑架顶部的内侧套接有二次输料机构。本实用新型所设置的延伸支撑架、缓冲机构配合组装成集料缓冲机构,后续在粉末冶金铸造设备将成型后的铜套推出时,可对滑移的铜套进行初步的柔性撞击缓冲,避免铜套在出料过程中表面出现划痕,且推料机构、二次输料机构配合组装后形成自动输料机构,配合上述的集料缓冲机构共同使用后,可在铜套柔性撞击缓冲后将其移送到二次输料机构的顶面进行二次输料,由此避免多个铜套间的撞击。
 1197
0
1197
0
旋转可倾倒式硅造渣冶炼炉属太阳能多晶硅冶炼行业领域,特别是一种金属硅旋转可倾倒式造渣冶炼炉。冶金法是我国目前最热门的制造多晶硅的方法,它产量高、成本低、投资少、无污染,也是该项目采用的方法。它的成本是西门子法的5-10分之一,产能是西门子法的5-10倍。冶金法制取多晶硅是对金属硅进行造渣、精炼、酸洗(湿法冶金)、定向凝固等方式,将杂质去除。该设备为多晶硅冶炼过程中最为前道的设备,为了达到冶炼的连续性,该设备设计为可倾倒式,将造渣冶炼好的硅水直接倒入定向凝固的坩埚内进行定向凝固。该真空炉设计为整体可倾倒式,解决了在旋转过程中的真空密封问题。该设备主要有抽真空系统,充气系统、感应加热加热室、炉盖升降机构、水冷套等组成。如图:在操作过程中先有炉盖升降机构将炉盖升起,将原料加好后关闭炉盖,进行加温造渣去渣,冶炼完毕后放气并将炉盖用升降机构升起,然后将炉体倾倒将冶炼好的硅水倒入定向凝固炉的坩埚内。该设备如图主要有炉体、中频加热电源、炉盖升降机构、炉体旋转机构、抽真空系统、电控系统等组成。
 1125
0
1125
0
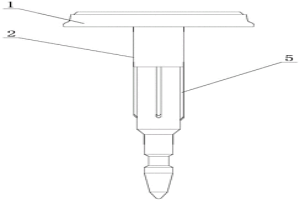
本发明涉及一种肛肠吻合器的抵钉座组件,包括抵钉座和安装于抵钉座中心的导向轴,抵钉座和导向轴采用粉末冶金方法制成一体结构,抵钉座下表面设有与其一体成型的排列整齐的钉坑,抵钉座和导向轴的轴向开设有连通的用于连接盖帽的连接孔,导向轴外侧表面分布有与其一体成型的导向筋。本发明的有益效果是:抵钉座采用粉末冶金方法制成,制得的钉坑大小均匀规整,并且可以通过调节粉末冶金模具的方式来得到不同尺寸的钉坑;导向筋与导向轴一体成型,制作工艺简单,导向筋与导向轴的位置固定,导向轴装配过程中的定位更加准确;将塑料材质的盖帽通过连接孔固定于抵钉座的顶部,简化了工艺,实用性更强。

 1210
0
1210
0
本发明公开了一种以中碳铬GCr15钢为材料的柱塞的加工成形制造方法。该方法属于粉末冶金技术领域。该柱塞通过如下工序实现:对棒料进行正火处理-粉末冶金制造毛坯-完全退火-粗车-盐浴淬火-表面化学处理-研磨中心孔-油浸。该制造方法制得的柱塞在高温高压下不变形,不仅表面硬度高耐磨性好且抗弯曲能力强,疲劳轻度高,而且心部韧性好,使用寿命长,工作可靠性高,由于坯料采用粉末冶金制得,因此耐高温性好。
 1159
0
1159
0
本发明公开了一种大线能量焊接用厚壁高强度船板用钢的制造方法,涉及钢铁生产技术领域,通过镁冶金技术,采用了转炉及RH真空处理,获得了高洁净度冶炼坯料,依据冶金学原理技术,以再结晶温度以下进行大压下轧制变形技术,依托镁冶金进行达到了微合金有效控制奥氏体晶粒长大,配合轧后快冷工艺获得了晶粒细小性能优异的厚壁高强度船板,屈服强度在400~600MPa之间,满足大线能量焊接要求。
 1229
0
1229
0
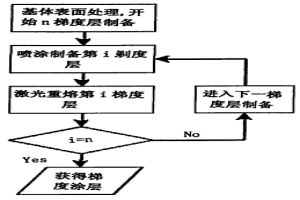
一种基于多次激光重熔的热喷涂梯度涂层加工方法,属于一种新材料加工方法,该方法的主要创新点在于对热喷涂梯度涂层采用多次激光重熔方法进行复合加工,克服了在无激光重熔或一次激光重熔下梯度涂层的各个子涂层不能全都达到冶金结合、涂层中梯度结构会被破坏、梯度涂层中热喷涂片层组织不能消除等缺点。具体过程为首先对基体金属材料进行净化及活化处理;然后在基体表面热喷涂第一种梯度材料,接着对第一梯度层进行一次激光重熔,使其和基体间形成冶金结合;随后再在激光重熔后的第一梯度层表面喷涂第二种梯度材料,并进行第二次激光重熔,使两梯度涂层间形成冶金结合;依次采用该方法,对所有的梯度涂层分别进行热喷涂/激光重熔加工。具有加工方法简单可靠,能满足涂层综合性能要求的特点。
 821
0
821
0
本发明公开了一种资源节约型HRB400高强钢筋的制造方法,旨在利用普通20MnSi的成分,采用氧化物冶金技术提高钢筋强度,生产出HRB400高强钢筋,包括以下的工艺步骤:1)冶炼及浇铸,根据20MnSi的化学成分进行冶炼,出钢过程中加入Si和Mn进行预脱氧,然后进行氧化物冶金处理,之后根据成分要求加入Si和Mn进行成分微调,钢水达到设计成分和温度后进行浇铸,得到铸坯;2)铸坯加热,加热温度控制在1050~1250℃,加热时间60~180min;3)热轧,粗轧开轧温度950~1200℃,精轧开轧温度830~1150℃,精轧终轧温度950℃~1200℃,热轧后钢筋进行自然冷却。本发明利用氧化物冶金技术使用20MnSi成分生产了HBR400,节省了V、Nb等合金的使用,节省了生产成本,实现了高强钢筋的绿色制造。
 874
0
874
0
本发明公开了一种氮化硅陶瓷‑金属复合材料,包括氮化硅陶瓷层及金属层,其中,所述氮化硅陶瓷层占所述复合材料的质量分数为10~15%,所述金属层占所述复合材料的质量分数为85~90%;所述金属层包括:金属基底层;以及,在所述金属基底层的表面依次设有轴承合金层、粉末冶金层以及钛基合金层;其中,所述轴承合金层是巴比合金,所述粉末冶金层为碳钢和高铬铸铁;所述钛基合金层,按照质量百分比计包括:钛10~15%,镍2.8~3.5%,锰1.1~1.8%,钨0.8~0.9%,铝0.2~0.4%,杂质总和小于或等于0.15%,余量为铁;在所述钛基合金层的表面设有树脂层。本发明中的氮化硅陶瓷‑金属复合材料中通过设置氮化硅陶瓷层、轴承合金层、粉末冶金层以及钛基合金层,使得复合材料的耐磨性大大增强。
 1210
0
1210
0
本发明涉及太阳能多晶硅冶金法制备工艺设备技术领域,具体的说是一种封闭式高纯金属硅还原炉,所述炉内压力调节阀设置在排气管上,排气管另一端连接有自动加料装置,排气管上还设置有进料口,排气管安装在绝热炉体顶端,绝热炉体顶端的排气管两侧分别设置有电极和短网,电极和短网一端设置在绝热炉体内侧,绝热炉体上还设置有捣料口,绝热炉体顶端设置有绝热炉盖,绝热炉体底端设置有出料阀门,出料阀门与前炉连接,前炉上端设置有等离子系统,前炉底部通过出料口连接有连续铸模机,把工艺与装备结合起来研发,充分应用冶金学的基本原理和冶金科技的最新成果,既源于它又超越于它,进行科学创新。
 1163
0
1163
0
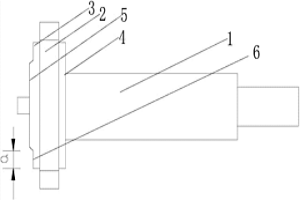
本发明公开了一种以38CrMoAlA钢为材料的活塞杆的加工成形制造方法。该方法属于粉末冶金技术领域。该齿轮通过如下工序实现:下料-粉末冶金制造毛坯-退火-钳中心空-粗车-调质处理-精车-精磨中心孔-铣六方-渗氮处理。该制造方法制得的活塞杆在高温高压下不变形,不仅表面硬度高耐磨性好且抗弯曲能力强,疲劳轻度高,而且心部韧性好,使用寿命长,工作可靠性高,由于坯料采用粉末冶金制得,因此耐高温性好。
 767
0
767
0
本发明公开了一种可提高成品的硬度、强度和耐磨性的螺旋齿轮的制造方法,其步骤为:1)按质量百分比计,将含有95.15~96.15%的铁、1.3%~1.7%的铜、1.45~1.95%的镍、0.3%~0.6%的钼、0.3%~0.6%的碳、0.3%~0.7%稀土元素的原料进行混合,得到合金铁基混合粉末;2)压制成生坯;3)在非氧化性气氛中将生坯烧结,形成粉末冶金件;4)在非氧化性气氛中退火,退火温度控制在750~1080℃之间,退火保温时间控制在50~120分钟;5)对粉末冶金件进行挤压,其在直径方向上的最大挤压变形量控制在2%以上,粉末冶金件的密度控制在6.7~6.9g/cm3之间;6)机加工处理;7)热处理;8)研磨,得到成品。本发明所述的制造方法尤其适用于工具用螺旋齿轮的制造。
 1133
0
1133
0
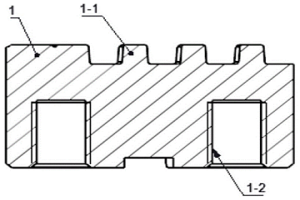
本发明涉及一种腔内切割吻合器的抵钉座组件,包括抵钉座和连接于抵钉座背面的将抵钉座敞开部分密封的抵钉座盖板,抵钉座采用粉末冶金方法制成,抵钉座工作面设有与其一体成型的排列整齐的钉坑,抵钉座的背面周边开设有安装抵钉座盖板的凹槽,抵钉座的侧面设有与其一体成型的凸起的挡边。本发明的有益效果是:抵钉座采用粉末冶金方法制成,制得的钉坑大小均匀规整,并且可以通过调节粉末冶金模具的方式来得到不同尺寸的钉坑;通过抵钉座背面的凹槽可将抵钉座与抵钉座盖板焊接固定,定位准确,美观方便;通过抵钉座与两侧凸起挡边一体化的设计,简化了抵钉座盖板的加工工艺,实用性更强。
 1114
0
1114
0
一种带复合材料的弧状刹车片,它涉及机动车辆制动装置上使用的刹车片。它包含金属粉末冶金材料层、耐磨材料层、耐高温材料层和弧状底板,按耐磨材料层、金属粉末冶金材料层、耐磨材料层、金属粉末冶金材料层、耐高温材料层的顺序排列分布于弧状底板上。本实用新型结构设计合理,使刹车片使用寿命增加,降低了刹车噪声,保证了行车中刹车的安全性。
 916
0
916
0
本发明涉及冶金技术领域,具体涉及连铸机动态电磁搅拌系统;包括温度场计算单元、中央控制单元、受控单元和预警单元;本发明构建了连铸动态温度场计算系统,能够利用电磁搅拌车的移动,控制搅拌位置,通过磁场控制调整电磁搅拌的方式、方向、强度,能够实现对于不同钢种,采用不同温度以及对应的电磁搅拌模式、方向和强度进行冶金,具有优异的灵活性,采用双重预计方式,提升了冶金过程的安全性。
 1146
0
1146
0
钛合金表面抗高温氧化和耐磨损的氧化物梯度涂层,涂层表面为Al2O3、Cr2O3和NiO2组成的氧化膜层,厚4~6μm;涂层中间为Al-Cr-Ni合金层,厚2~4μm;涂层与基体间由Al-Cr-Ni-Ti互扩散层实现冶金集合,厚4~6μm。该涂层表面氧化膜层致密平整,抗氧化能力强;中间Al-Cr-Ni合金层组织致密,硬度高,极大地提高了钛合金的耐磨性能;涂层通过Al-Cr-Ni-Ti层与基体实现了冶金结合,结合强度高。上述涂层的制备方法为先通过双辉等离子表面冶金技术在钛合金表面制备Al-Cr-Ni合金层,然后对Al-Cr-Ni合金层进行离子渗氧处理制备抗高温氧化和耐磨损涂层,效率高,工艺简单。
 1176
0
1176
0
本发明涉及一种木工机械用夹爪生产工艺,属于粉末冶金技术领域。其通过配置水雾化铁粉,以粉末冶金成型工艺压制木工机械夹爪压胚,随后进行渗铜烧结,得到木工机械夹爪;最后进行去毛刺、尺寸精整和攻牙得到木工机械夹爪成品。本发明工艺可以制备得到产品密度7.2~7.4g/cm3,硬度HRB 95~105间,且齿形精确的木工机械夹爪产品,大大得减少了后续工艺处理的复杂性并降低了不良率的产生,而有效降低生产的成本且提高的整体竞争能力。
 787
0
787
0
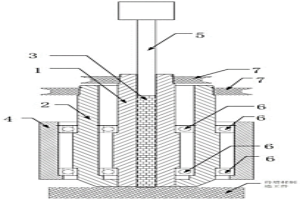
本发明适用于高速冲击压制技术的模具涉及的是一种适用于采用高速冲击压制技术生产高密度粉末冶金制品,同时适用于对粉末冶金制品精整或复压。结构包括上模板、凹模板、导柱、导套、上模冲、冲击压块、上模导向装置、凹模、下模冲;上模板与凹模板之间装有导柱、导套,上模导向装置装在上模板上,凹模装在凹模板上,下模冲与凹模相配合;上模导向装置包括导向套、挡块、压盖,导向套装在上模板中部导向套安装孔内,挡块安装在导向套的中上位置,挡块上部装有压盖,压盖固定在导向套上端部;冲击压块和上模冲均安装在上模导向装置的导向套内,冲击压块装在上模冲上部。
 1159
0
1159
0
本发明公开了一种汽车发动机启动电机齿轮及其制备方法,启动电机齿轮包括圈体,在圈体的内外圆周面上分别设有内齿和外齿,所述的外齿的齿面为R弧形面;所述的圈体的粉末冶金组分质量百分比为:1.62-1.98%Cu,3.2-3.8%Ni,0.45-0.55%Mo,0.1-0.2%C,剩余为Fe和不可避免的杂质。该汽车发动机启动电机齿轮,精度极高,密度:7.35g/cm3以上;硬度:HV1.0600-850;齿面R弧:0.3±0.03。采用粉末冶金烧结硬化工艺,通过预成形-整形工艺一次制作而成符合产品强度、齿形精度要求的高品质齿轮。采用烧结硬化材料和烧结硬化工艺,可以节约制造成本;采用预成形-整形R弧工艺,可以提高产品齿形精度和R弧均匀度,有效解决—以往加工方法生产成本高、精度低、不良比例高等生产难点,从根本上满足产品高精度、高品质的要求。
 1228
0
1228
0
本发明包括普通不锈钢边角料、铬铁、镍板、钼铁、硅铁、锰铁,它还包括铜板。化学成分含量百分比是,C是0.2至0.3,Si是1至2,Mn是1至2,Cr是24至30,Ni是14至20,Mo是2至3,Cr是2至3,Ti是0.3至0.8。将占60至70%不锈钢废料,15至20%铬铁,10至15%镍板、5至10钼铁、钛铁、铜板、硅铁、锰铁经混合加工而成。本发明对材料配比作了调整,达到既能耐强酸腐蚀又耐磨耐高温、耐冲刷,能生产各种适应性较高的综合性能的泵阀、管道、扩散器、喷射器等产品,广泛用于化工、石油、冶金、电力等领域,显著提高产品质量和使用寿命,且成本低。
 868
0
868
0
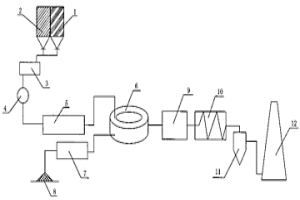
本发明属于冶金技术领域,是含锌电炉粉尘的处理方法,包括以下步骤:对含锌电炉粉尘进行配碳、造球、干燥,制成含碳球团;将烘干后的含碳球团装入转底炉内,进行高温还原焙烧;将转底炉内的ZN蒸气引入氧化室进行氧化反应,生成ZNO蒸气;将ZNO蒸气引入冷却室得ZNO粉末;将ZNO粉末引入收尘室;将经过转底炉处理后的含碳球团引入冷却机,得半金属化球团。本发明处理含锌电炉粉尘后可得到两种产品:ZNO粉,其ZNO含量大于90%;半金属化球团,金属化率在60%左右,TFE含量大于50%,ZN含量小于2%。本发明实现了冶金废弃物的二次利用,既经济又能回收有价金属资源且无环境污染。
 1181
0
1181
0
本发明属于复合材料成型技术领域,公开一种短流程热挤压制备大锭型SiCP/Al复合材料坯料方法,所属方法在粉末冶金法制备SiCP/Al复合材料的基础上,一方面通过使用表面改性剂对碳化硅颗粒进行改性增加其与Al合金粉末的润湿性,另一方面通过省去粉末冶金制备预制坯的制坯环节,直接从碳化硅和铝合金粉末混合料到真空环境热挤压SiCP/Al复合材料坯料成品复合材料的工艺路线。从而缩短传统粉末冶金工艺中冷压预制坯的制备环节,提供优质的真空热挤压SiCP/Al复合材料坯料,提高生产效率,节约成本。
 1124
0
1124
0
本发明公开了一种用于差速摩擦挤压增材制造的主轴系统及方法,该主轴系统包括以不同转速转动的空心副轴及空心主轴,所述空心主轴嵌套设于空心副轴内,且空心主轴和空心副轴的下端面位于同一水平面;方法包括将主轴系统位于待增材制造工件表面上端,留有一定的空隙,空心主轴和空心副轴以不同的速度旋转,金属棒料在空心主轴的带动下高速旋转并与待增材制造工件表面摩擦塑化形成冶金结合;随着塑化金属的不断塑化,塑化金属向空心副轴端面和工件表面的空隙扩散,在空心副轴的差速旋转剪切下,形成塑化金属与工件表面的冶金结合。本发明的主轴系统能够实现金属棒料和待增材制造工件表面的有效冶金结合,且组织均匀、晶粒细小、致密度高,性能优异。
 997
0
997
0
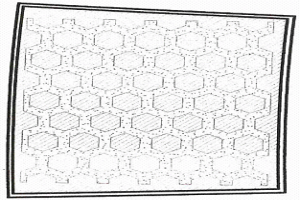
本发明公开了一种陶瓷网格增强金属耐磨复合材料及制备方法,产品包括金属基耐磨件本体,在金属基耐磨件本体表面设置凹槽,凹槽中设置陶瓷网格,陶瓷网格与金属基耐磨件本体之间有间隙,在所述间隙及陶瓷网格的网孔中设置与金属基耐磨件本体冶金结合的自熔性合金粉末烧结体。本发明在真空烧结状态下,陶瓷网格不会产生裂纹、碎裂等缺陷;自熔性合金与耐磨件基体产生冶金结合,与陶瓷网格结合牢固;工艺简单、制备材料不需进行热处理就能达到所需硬度;解决了陶瓷和金属基体结合难的难题,避免了浇注工艺带来的缺陷。
 975
0
975
0
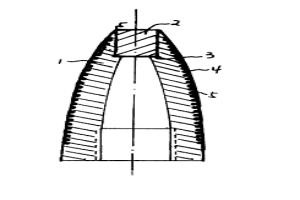
本发明公开了一种热轧穿管机用合金钢基组合顶头及制造方法。组合顶头不仅鼻部镶嵌有高热强性鼻头,而且顶头表体镶嵌有钼质嵌体,表面有一抗氧化的硬化合金涂层,保护钼质嵌体。并使嵌体与顶头基体达到牢固的冶金结合。组合顶头的制备,是在合金钢基顶头坯体鼻部和表面加工可容放鼻头和钼质嵌体的凹坑(槽),在所述凹坑(槽)中嵌入鼻头和钼质嵌体,以表面冶金方法在嵌有钼质嵌体的顶头表面施加抗氧化的硬化合金涂层,组合顶头大大提高了钢基顶头鼻部和表面高温热强性和高温硬度。
北方有色为您提供最新的江苏有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!






































































