全部
▼
 1099
1099
 0
0
一种高平直度超高强钢的生产方法,钢的生产工艺路线为铁水预处理→转炉冶炼→LF炉外精炼→VD真空处理→连铸→加热→轧制→矫直→淬火→回火→精整→性能检验→探伤,其牲在于:钢的化学组成百分含量为C=0.15~0.20,Si=0.15~0.35,Mn=1.0~1.50,P≤0.012,S≤0.003,Nb=0.010~0.030,V=0.015~0.040,Ti=0.010~0.025,Als=0.020~0.045,Cr=0.40~0.60,Mo=0.10~0.30,Ni=0.20~0.50,B=0.0008~0.0025,CEV≤0.60,余量为Fe和不可避免的杂质。生产厚度6‑25mm,宽度1500‑3800mm超高强钢,钢板屈服强度≥1100MPa,抗拉强度≥1200MPa,延伸率≥11%,‑40℃冲击功≥50J,钢板任意方向平直度≤3mm/m。
 1149
0
1149
0
一种正火Q345级压力容器用厚钢板及其生产方法,钢的化学成分质量百分比为:C=0.12~0.15,Si=0.10~0.30,Mn=1.50~1.70,P≤0.012,S≤0.003,Alt=0.020~0.050,Nb=0.030~0.040,Cr=0.2~0.30,Ni=0.10~0.20,Cu=0.10~0.20,Ti≤0.005,N=0.006~0.0010,Ceq≤0.47%;其余为Fe和残留元素。采用工艺路线为:转炉冶炼→LF精炼→RH/VD真空精炼→连铸→板坯加热→控轧控冷→正火热处理。本发明钢组织为细小的珠光体+铁素体,钢板厚度80~150mm,焊后热处理的心部力学性能、产品表面、加工质量优良,板厚方向性能均匀,外检合格率100%,NB/T47013.3标准TI级探伤合格率100%。
 1032
0
1032
0
本发明为一种低压缩比超高强钢Q960E特厚板的生产方法,钢的化学成分质量百分比为C=0.15~0.20,Si=0.15~0.35,Mn=1.0~1.50,P≤0.012,S≤0.003,Nb=0.020~0.035,V=0.030~0.060,Ti=0.010~0.025,Als=0.020~0.045,Cr=0.50~0.80,Mo=0.40~0.60,Ni=1.00~1.40,B=0.0008~0.0025,CEV≤0.68,余量为Fe和其它微量元素。其工艺步骤包括铁水预处理→转炉冶炼→LF炉外精炼→VD真空处理→连铸→加热→轧制→矫直→淬火→回火→精整→性能检验→探伤。突破传统板坯生产超高强钢压缩比的限制,实现轧制压缩比2.2~3.0生产大厚度超高强钢,钢板厚度方向性能差异小,力学性能差:屈服强度≤30MPa,抗拉强度≤25MPa,延伸率≤2%,‑40℃纵向冲击功≤20J,横向冲击功≤15J。
 802
0
802
0
一种Q690级高耐蚀高强度近海结构钢的生产方法,工艺步骤为铁水预处理→转炉炼钢→炉外精炼LF→真空处理RH→连铸→加热→轧制→控轧冷却→回火→精整→性能检验→超声波探伤。钢的化学组成重量百分比为C=0.03~0.07,Si=0.15~0.40,Mn=1.40~1.60,P≤0.020,S≤0.003,Nb=0.04~0.06,Ti=0.01~0.02,Als=0.02~0.05,Cu=0.30~0.70,Ni=0.7~1.5,Cr=0.15~0.30,Mo=0.15~0.30,V=0.02~0.03,其余为Fe及不可避免的杂质元素,Pcm≤0.20,I≥6.0。本发明系列化组织设计为低碳贝氏体钢,采用其余合金和微合金强化并结合轧制和回火工艺对强度进行调整,并能形成强度系列化近海结构钢。
 937
0
937
0
一种调质高强度Q890D特厚钢板的生产方法,工艺步骤为铁水预处理→转炉炼钢→炉外精炼→连铸(动态轻压下+电磁搅拌)→加热→轧制→预矫直→在线淬火→离线淬火→回火→精整→性能检验→超声波探伤。钢的化学组成百分含量为C≤0.16,Si=0.20~0.40,Mn=1.30~1.40,P≤0.015,S≤0.003,Als=0.03~0.05,Nb+V+Ti≤0.10,Cu+Ni≤1.0,Cr=0.35~0.45,Mo=0.45~0.70,B≤0.0025,余量为Fe和不可避免的杂质。生产出的高性能100~120mm调质高强度Q890D特厚钢板满足了矿山、港口等重型机械制造的需要。
 770
0
770
0
一种调质高强度Q500F特厚钢板的生产方法,工艺步骤为铁水预处理→转炉炼钢→炉外精炼→连铸(动态轻压下+电磁搅拌)→加热→轧制→预矫直→在线淬火→离线淬火→回火→精整→性能检验→超声波探伤。钢的化学组成百分含量为C≤0.15,Si=0.20~0.40,Mn=1.00~1.30,P≤0.015,S≤0.003,AlT=0.03~0.06,Nb+Ti+V≤0.10,Cu+Ni≤1.0,Cr=0.40~0.70,Mo=0.30~0.60,B≤0.0025,余量为Fe和不可避免的杂质。控制CEV≤0.58,CEV按CEV=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15公式进行计算。生产出的高性能100~120mm调质高强度Q500F特厚钢板满足矿山、港口等重型机械制造的需要。
 1144
0
1144
0
本发明涉及药物化学领域,公开了一种缬沙坦的制备和纯化方法,S1. 采用L‑缬氨酸和醇加入到反应釜中,缓慢滴加完二氯亚砜后,升温回流反应,加入醋酸异丙酯打浆,抽滤,得到中间体1;S2. 中间体1在溶剂中与起始物料2在碱性条件下发生亲核反应,得到中间体2;S3. 中间体2在溶剂中与正戊酰氯在碱性条件下发生亲核反应,得到中间体3;S4. 中间体3在溶剂中与叠氮化钠和催化剂(‑)‑鹰爪豆碱‑Cu(Ⅱ)配合物,发生环合反应,洗涤后析晶,干燥得到缬沙坦。本发明环合反应中使用叠氮化钠和催化剂((‑)‑鹰爪豆碱‑Cu(Ⅱ)配合物),环合收率可达90%。本发明的纯化方法缬沙坦原料纯度>99.99%,溶剂残留(乙酸乙酯)<0.5%,特定杂质<0.01%,无其他未知单杂,对映异构体杂质未检出。
 944
0
944
0
本发明公开了一种水稻育种用防花粉漂移方法,包括以下步骤:步骤一,隔离网制作;步骤二,隔离网安装;步骤三,隔离网高度调节;步骤四,检验种子纯度;该水稻育种用防花粉漂移方法,采用隔离网来防止花粉漂移,该隔离网采用添加防老化、防紫外线等化学助剂的优质聚乙烯为原料,经拉丝编成的隔离网,能够防止水稻在花期时,昆虫作为花粉的传播媒介,向四周扩散导致异交且隔离网具有抗拉强度大、耐腐蚀、耐老化的特点,不会影响水稻正常所需光照,通过调节机构能简单快速的对隔离网进行高度调节,将固定杆卡接在卡槽内,从而达到对伸缩杆高度的调节,无需人工对支撑杆进行重新安装,使用方便,能够有效防止水稻育种的花粉漂移。
Q500级高耐蚀高强度近海结构用调质钢板的生产方法,工艺步骤为铁水预处理→转炉炼钢→炉外精炼LF→真空处理RH→连铸→加热→轧制→控轧冷却→淬火→回火→精整→性能检验→超声波探伤;钢的化学组成质量百分比为C=0.07~0.08,Si=0.15~0.40,Mn=1.35~1.45,P≤0.020,S≤0.003,Nb=0.01~0.02,Ti=0.01~0.02,Als=0.02~0.05,Cu=0.30~0.70,Ni=0.7~1.5,V=0.04~0.05,Mo=0.25~0.35,其余为Fe及不可避免的杂质元素,I≥6.0。适用于生产钢板,厚度规格≤100mm,屈服强度≥500MPa,抗拉强度≥600MPa,低温‑60℃冲击韧性,KV2≥120J,钢板1/2厚度处的低温‑60℃冲击韧性,KV2≥120J,抗层状撕裂性能Z≥35%。
本发明提供了一种共聚醚酯、由该共聚醚酯形成的弹性缓冲件及其制备方法,以及设置有该弹性缓冲件的轨道交通车辆。该共聚醚酯由聚酯硬链段和软链段组成,其中,软链段由聚四氢呋喃醚形成的软链段和端羟基聚丁二烯形成的软链段组成,聚四氢呋喃醚形成的软链段与端羟基聚丁二烯形成的软链段的质量比为3∶1-6∶1,共聚醚酯的硬度在邵氏D40-80之间。本发明提供的弹性缓冲件具有良好的抗蠕变、弯曲疲劳能力,出众的化学品抵抗能力,并且结构简单,检修方便。另外,本发明所提供的制备方法具有生产工艺简单、生产效率高、产品合格率较高的优点。
 869
0
869
0
一种500MPa级高耐蚀热轧带肋钢筋的生产方法,工艺步骤为铁水预处理→转炉炼钢→CAS处理→LF炉外精炼→连铸→轧制→成品检验,钢的化学组成质量百分比为C=0.16~0.19,Si=0.50~0.70,Mn=1.00~1.40,P≤0.030,S≤0.030,Cr=0.80~1.30,V=0.08~0.10,Cu=0.15~0.30,Ni=0.3~0.5,其余为Fe及不可避免的杂质元素;控制I≥6.0;适用于生产规格12~50mm,具备耐海洋大气腐蚀环境共性技术,屈服强度ReL=520~650MPa,抗拉强度Rm=640~780MPa,总伸长率Agt=9%~16%,性能要求的混凝土结构用耐蚀热轧带肋钢筋。
 1196
0
1196
0
本发明公开一种汽车发动机排气管的铸造方法,包括:造型外模用铁型模具,自硬砂造型,外砂箱采用铁型,覆膜砂采用变相砂;铁型的内腔按三维建模软件对需要铸造的汽车发动机排气管的形状进行三维建模;根据三维造型并结合金属型低压铸造工艺确定铸造参数,随型制出,随型覆砂层厚度为10‑12mm,浇注系统覆砂层为12‑15mm;铁型工艺熔炼铁水浇注水冷排气管的铁水采用废钢、合金以及增碳剂为原料,球化剂加入量1.25‑1.8%,孕育剂加入量0.25‑1.5%;所述铁水的化学成分及质量比为:C2.1‑3.2%;Si4.2‑5.2%;Mn1‑1.5%;Cr1.5‑2.2%;Ni32.3‑35.8%;P≤0.04%;S≤0.07%;As≤0.022%;浇筑成型、铸件检验结果。本发明铸造发动机排气管力学性能均能符合国家标准的性能要求,发动机排气管铸件表面状态好,且接口处强度满足要求。
 827
0
827
0
本发明提供一种LED芯片的加工和清洗方法,包括如下步骤:对芯片进行粗抛光加工,然后用沾有酒精的无尘布或无尘纸将芯片背面残留的钻石抛光液擦干净;再对芯片进行精抛光加工,然后用干毛巾将芯片背面残留的二氧化硅精抛液和水擦干净;往芯片的背面喷洒酒精,然后用无尘布或无尘纸将芯片背面擦干净;重复前一步骤至少一次;用N2气枪吹扫芯片的背面,对芯片背面做进一步的清洁;在长条灯管的灯光下,用肉眼对芯片背面进行检查,得到清洁干净的LED芯片。该方法简单易行,可以更有效地去除芯片背面残留的精抛液,降低成品芯片的异常比例;同时在整个清洗过程用到的化学药品有且仅有酒精,无毒、成本低、安全性高,不会出现错用的情况。
 1174
0
1174
0
本发明公开了一种焦糖色生产工艺,属于焦糖色生产技术领域。本发明通过对普通法工艺上进行改进,在不添加其它化学物质的基础上,采用果葡糖浆为原料,原料中还原糖含量≥95%,果糖含量≥42%,pH值4.5‑5.0,果葡糖浆浓度74%‑75%;采用反应釜加压条件或者微波加热的方式;当检查色率大于16000EBC时,终止反应,使得所生产的焦糖最终色率可达16000EBC以上,且红色指数较高;进一步的,反应釜加压条件下,添加微量的食用碱,食用柠檬酸来调整PH值保证正反应(按要求的美拉德反应和焦糖反应)进行彻底,进一步提高了所生产焦糖的色率,较正压与常压法相比没有外冒的气味和蒸汽,节约能源,保护环境。
 1223
0
1223
0
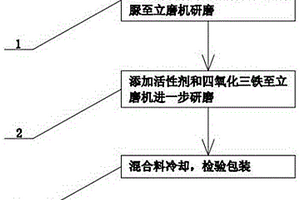
烟花鞭炮引线用氧化剂及其制备方法,它涉及烟花鞭炮引线技术。它取一定量的高氯酸钾、硝酸钡和硝酸脲放入到立磨机进行研磨,且研磨至过一定目筛,然后将停止研磨,进一步往立磨机内添加一定量的活性剂和四氧化三铁,然后启动立磨进行研磨,并调整立磨机的转速,研磨一段时间后,得到的混合料过一定目筛,最后混合料冷却至常温,并检验合格。本发明它采用高氯酸钾、硝酸钡和硝酸脲作为配料,由于高氯酸钾、硝酸钡和硝酸脲具有化学安定性能相对较高的特点,且对机械、摩擦的敏感度较低,使其配置出的氧化剂具有较高的安全性的特点。
 1199
0
1199
0
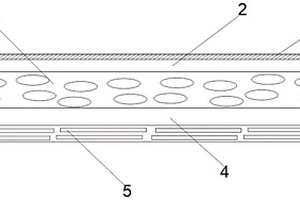
本发明公开了一种抗菌消毒服装面料及其制备工艺,将表面辅料层、丝绸层以及棉料层做制作前的浸泡杀毒消毒工艺准备,将化学粘合剂层压粘接完成后,采用空冷定型制成第一粘合层和第二粘合层待使用,最后依次将表面辅料层、第一粘合层、丝绸层、第二粘合层以及棉料层进行层压处理完成后,在温度为70℃‑100℃的范围内进行干燥与烘焙固化、脱去溶剂,完成上述工序后,进行切边、卷绕,最后检验合格,则完成制备。本发明杀菌消毒效果十分显著,多层面料层复合而成,使各部挤压加密,明显提高单位面积面料紧实度,产生良好的保暖效果,达到具有轻柔、保温、干净和美观的特点。
 1162
0
1162
0
本发明公开了一种高止裂性E47厚钢板的生产方法,钢的化学成分及质量百分比为C=0.04~0.06、Si=0.10~0.30、Mn=1.70~1.80、P≤0.008、S≤0.002、Alt=0.020~0.050、Ni=0.60~0.70、Cu=0.20~0.30、Cr=0.10~0.20、Nb=0.030~0.040、Ti=0.015~0.020、N≤0.0060;其它为Fe和残留元素。生产流程为转炉冶炼→精炼→连铸→板坯加热→第一次轧制→快冷→再加热→控制轧制→控制冷却→精整→性能检验。本发明方法生产80‑120mm的产品实物质量各项性能优良:钢板上屈服富余量在20Mpa以上,抗拉富余量在30~100Mpa,‑60℃低温冲击功值200J以上、止裂性Kca(‑10℃)值8000N/mm3/2以上和表面平直度良好的E47厚钢板。
 1235
0
1235
0
Q620级高耐蚀高强度近海结构用调质钢板的生产方法,工艺步骤为铁水预处理→转炉炼钢→炉外精炼LF→真空处理RH→连铸→加热→轧制→控轧冷却→淬火→回火→精整→性能检验→超声波探伤;钢的化学组成质量百分比为C=0.08~0.09,Si=0.15~0.40,Mn=1.35~1.45,P≤0.020,S≤0.003,Nb=0.01~0.02,Ti=0.01~0.02,Als=0.02~0.05,Cu=0.30~0.70,Ni=0.7~1.5,V=0.04~0.05,Mo=0.40~0.45,Cr=0.30~0.35,B=0.001~0.002,其余为Fe及不可避免的杂质元素。适用于生产钢板,厚度规格≤100mm,屈服强度≥620MPa,抗拉强度≥720MPa,低温‑60℃冲击韧性,KV2≥120J,钢板1/2厚度处的低温‑60℃冲击韧性,KV2≥120J,抗层状撕裂性能Z≥35%。
 968
0
968
0
本发明涉及一种火焙鱼的加工制作方法,其特征在于开发出了独特的“腌制→晾干→蒸煮→风干→熏制”的现代火焙鱼加工制作方法,该技术方法完全可以替代传统的火焙鱼“腌制→铁锅微火焙干→熏制”的加工制作方法,所用的原料鱼最好是刁子鱼和嫩仔鱼,也可以是草鱼、鲢鱼、鳙鱼、鲫鱼等淡水鱼,采用控温低温腌制,可以长年生产;用该方法所制得的火焙鱼口感肉质紧密,具有特殊的火焙鱼的香味和风味,外观色泽呈均匀的金黄色泽,不含化学添加剂、防腐剂,未检出苯并芘;用该发明技术方法制得的火焙鱼色香味俱佳,营养丰富,食用安全性高,可以放心食用。
 1041
0
1041
0
一种土花猪香辣系列肉片制作工艺,具体步骤为:选用宁乡土花猪新鲜瘦肉为原料;冻库0—5℃保鲜;解冻后分割成片状肉片;用优质谷酒、食盐、白糖、胡椒、香油、麻油进行第一次拌配料;并浸泡30分钟,浸泡后的肉片均匀贴在不锈钢网板上,装入烤箱进行烘烤,烘烤后进行蒸煮,蒸煮熟透后用高级植物油、辣椒、孜然、花椒、芝麻进行第二次拌配料,并浸泡30分钟;第二次浸泡后的肉片冷却滤油,冷却滤油后紫外线消毒灭菌,包装机打包、装箱、再次紫外线消毒灭菌、检验出厂。本发明是一种无任何保鲜剂和化学添加剂的纯绿色健康食品,味道香辣鲜美,方便携带,随时食用,满足各行业、各领域消费者需求。
 1240
0
1240
0
一种燃煤激烧素及其生产方法,它是以氯化钾、氧化镁、氧化锰和三氧化二铁在以烧碱调成碱性的酒渣废水中,相互化学变化所形成的激烧素,其生产工艺流程为:材料准备→配料→室温转化→升温转化→蒸干→疏松→成品检验→包装。使用时只需在燃煤中加入1%至5%的激烧素,以及煤渣和水分,即可提高煤的燃尽率,使节能效果达35%以上,锅炉的热效率提高15%,锅炉出力提高20%。它既适用于推进式层状燃烧的一切型号的锅炉烧煤用,又适用于窑炉、民用炉灶烧煤用,以及用于除石煤以外的各类煤种,且经济效益显著,效果好。
 845
0
845
0
一种Q620级高耐蚀高强度近海结构钢的生产方法,工艺步骤为铁水预处理→转炉炼钢→炉外精炼LF→真空处理RH→连铸→加热→轧制→控轧冷却→回火→精整→性能检验→超声波探伤。钢的化学成分质量百分比为C=0.03~0.07,Si=0.15~0.40,Mn=1.40~1.60,P≤0.020,S≤0.003,Nb=0.04~0.06,Ti=0.01~0.02,Als=0.02~0.05,Cu=0.30~0.70,Ni=0.7~1.5,Cr=0.15~0.30,Mo=0.15~0.30,V=0.02~0.03其余为Fe及不可避免的杂质元素。生产厚度规格≤60mm,具备耐海洋大气腐蚀环境共性技术的钢板,钢的屈服强度≥620MPa,抗拉强度≥720MPa,低温‑60℃冲击韧性,KV2≥120J,钢板1/2厚度处的低温‑60℃冲击韧性,KV2≥120J,抗层状撕裂性能Z≥35%。
 1153
0
1153
0
本发明公开了沉箱卫生间技术领域的一种沉箱卫生间回填防水的施工方法,该沉箱卫生间回填防水的施工方法包括如下步骤:施工前注意事项,所述施工前注意事项包括如下步骤:防水层确认:通过闭水试验,检查施工区域防水层是否涂刷到位,防水层含地面防水层、四周墙壁防水层、管道防水处,确保卫生间不漏水方可回填施工,试水高度需超出回填高度;清理情况确认:清扫沉箱内垃圾,主要垃圾为大块的砖渣,废弃的管道及配件,塑料类垃圾,沉箱底部有腻子粉等化学制品和其它垃圾杂物,清理干净才能回填作业,确保施工区域无垃圾、厚灰尘、砂石、积水,本发明有效的提升了卫生间的回填层的密度,有效的提高了抗压性。
 1444
0
1444
0
一种利用硼泥废液生产偏硼酸钙的方法,涉及无机化工三废治理和综合利用的技术领域。将澄清的硼泥洗液与氢氧化钙反应于耐腐蚀的反应器里,其硼泥洗液中的硼酸与氢氧化钙按纯物质计的质量比为1∶0.97~1.41,在徐徐搅拌下进行着化学反应,反应生成偏硼酸钙沉淀;过滤得到滤饼偏硼酸钙,经冷水洗涤甩干、干燥粉碎及检斤包装得到偏硼酸钙产品。本发明的有益效果是:该方法有效的利用了分离硼泥的物质组成,为对硼泥下一步提取和利用工作的顺畅进行打下基础。制取物偏硼酸钙的用途广,是一种经济价值较大的畅销产品,提高了处理硼泥废料的经济效益,创造了很大的收益回报,可谓是化工综合治理和利用的典范。
 794
0
794
0
本发明涉及五金件处理技术领域,且公开了一种箱包五金件表面处理方法,包括以下步骤:预处理,把金属原料放在加工器械上进行预处理加工,加工不同位置的五金件,使其具有基本的功能,清洗五金件,在表面处理装置中不间断地加入流动的清水进行清洗,在清洗过程中,保证进水流量大于出水流量,检查筛选,在原料预处理的过程中容易出现裂纹、缺口、凹凸不平、明显划痕、气泡、厚薄不均匀、烂边的现象,在清洗后。本发明能够对有缺陷的工件要对其进行筛选,这样更加容易发现有缺陷的原料,防止其由于前面步骤的缺陷浪费后面工序,避免的资源的浪费,提高耐磨性和坑腐蚀性,耐化学性好,丰满度好,提高了镀膜层的硬度。
 1079
0
1079
0
本发明公开了一种高止裂性E40厚钢板的生产方法,钢的化学成分及质量百分比为C=0.04~0.06、Si=0.10~0.30、Mn=1.50~1.60、P≤0.008、S≤0.002、Alt=0.020~0.050、Ni=0.40~0.50、Cu=0.20~0.30、Cr=0.10~0.20、Nb=0.030~0.040、Ti=0.015~0.020、N≤0.0060;余量为Fe和残留元素;其生产方法包括:转炉冶炼→精炼→连铸→板坯加热→第一次轧制→快冷→再加热→控制轧制→控制冷却→精整→性能检验。生产80‑120mm的产品实物质量各项性能优良:钢板上屈服富余量在20Mpa以上,抗拉富余量在30~100Mpa,‑60℃低温冲击功值200J以上、止裂性Kca(‑10℃)值8000N/mm3/2以上和表面平直度良好的E40厚钢板。
 985
0
985
0
本发明公开了治疗子宫肌瘤宫颈囊肿乳腺结块的内服药及其制作方法,配方各组分的重量份数分别是:10‑50份的当归、10‑50份的川芎、10‑50份的芍药、10‑50份的熟地、10‑60份的凌霄花、10‑60份的三棱、10‑60份的莪术、5‑15份的干漆、20‑100份的鱼香菜、10‑50份的土木香、10‑50份的元胡和30‑100份的软坚化结散;制作方法,包括以下步骤,步骤一,原料选取;步骤二,原料预处理;步骤三,煎剂制作;步骤四,密封包装;步骤五,检验储存;该治疗子宫肌瘤宫颈囊肿乳腺结块的内服药及其制作方法,对人体没有任何毒副作用,按照中医理论及家传秘方师承组方,该药对子宫肌瘤及宫颈囊肿乳腺增生乳房包块疗效好,治疗性强,不含抗生素及其他化学物质和毒品药,对人体无伤害无刺激。
 898
0
898
0
本发明公开了一种高表面质量超高强钢的生产方法,钢的生产工艺路线为铁水预处理→转炉冶炼→LF炉外精炼→VD真空处理→连铸→加热→轧制→矫直→淬火→回火→精整→性能检验→探伤;钢的化学组成百分含量为C=0.15~0.20,Si≤0.10,Mn=1.0~1.50,P≤0.012,S≤0.003,Nb=0.010~0.030%,V=0.015~0.040,Ti=0.010~0.025,Als=0.020~0.045,Cr=0.15~0.25,Mo=0.50~0.80,Ni=0.15~0.25,B=0.0008~0.0025,CEV≤0.60,余量为Fe和其它微量元素。生产出厚度规格6‑25mm,宽度1500‑3800mm的钢板,性能指标满足GBT28909‑2012中Q1100E要求,表面质量良好,无氧化铁皮压入导致的麻点和凹坑缺陷。
 1018
0
1018
0
本发明公开了一种TMCP工艺特厚规格海上风电用钢EH36及其生产方法,工艺流程包括转炉冶炼、精炼、连铸、加热轧制、冷却、检查入库。钢的化学组成质量百分比为C=0.05%~0.07%,Si=0.10%~0.30%,Mn=1.40%~1.60%,P≤0.015%,S≤0.003%,Nb=0.035%~0.045%,Ti=0.012%~0.018%,Al=0.02%~0.05%,Ni=0.15%~0.30%,Cr=0.10%~0.20%,Mo≤0.08%,Cu≤0.30%,V≤0.05%,N≤0.008%,其余为Fe与不可避免的杂质;钢板交货状态为TMCP。生产的钢板屈服强度≥400MPa,抗拉强度≥510MPa,低温冲击韧性‑40℃,Akv≥200J。成品钢板无需热处理,具有成本低,性能优异,交货快的特点,完全适应了海上风电向大型化发展的质量要求。
北方有色为您提供最新的湖南有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!






































































