全部
▼
 1182
1182
 0
0
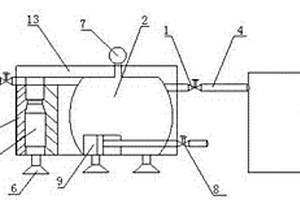
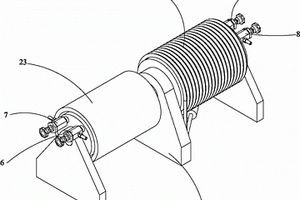
本实用新型公开了一种动力电池化成抽真空装置,主要包括电池壳体、真空分离器和排气管,电池壳体右侧安装有进气管,进气管上设置有进气阀,用于控制一体式驱动球阀开启或关闭,从而控制抽真空除气管路的通断,进气管通过垫圈嵌入真空分离器内部,真空分离器上方设置有压力表,真空分离器中外表面和内部设置有减压阀和气缸,减压阀用于设定气缸有杆腔的压力,气缸在两腔压差作用下作缩回运动,真空分离器左侧安装有真空泵,真空泵的外侧设置有消音器,真空泵上端连接有排气管,排气管右端连接有真空分离器,其上设置有排气口截止阀,在整个装置外侧设置有防护壳,该动力电池化成抽真空装置能有效地除去电池内部空气,且工作噪声小。
 1246
0
1246
0
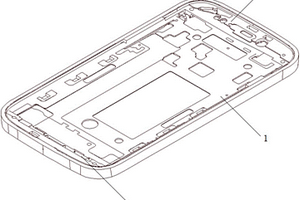
一种铝合金塑料复合材料手机框架,包括3D打印的铝合金中框和一体注塑成型的塑胶结构件,铝合金中框是将铝合金粉末和聚合物粉末混合均匀的混合料,通过3D打印微喷射方法制成的铝合金中框坯体,经真空烧结处理得到的铝合金中框。该手机框架的制作方法包括:S1、将铝合金粉末和聚合物粉末混合均匀形成混合料,通过3D打印微喷射方法制成铝合金中框坯体,经真空烧结处理得到铝合金中框;S2、通过注塑成型,在铝合金中框上一体成型塑胶结构件。通过本发明混合料使用3D打印铝合金中框再注塑成型上塑胶结构件,结构强度高,不再需要CNC加工复杂的功能结构槽,工序简单,自动化程度高,不产生多余的金属废料,材料使用率高。
 939
0
939
0
一种高速压制成形制备钛合金的方法。其步骤为:混合含钛金属粉末、润滑模壁、高速压制成形制备压坯和真空烧结。本发明通过高速压制成形和真空烧结制备出高致密钛合金,工艺简单,实现了短流程、低成本制备高性能钛合金。制备的钛合金的致密度≥98.08%,硬度HV为374~394,弯曲强度为1439~2170MPa。本发明还可适用于以钛为基体的其它钛合金、钛基复合材料的制备。
 1210
0
1210
0
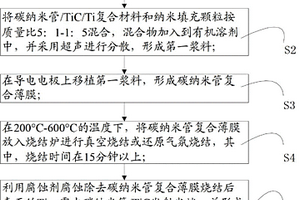
本发明提供了一种碳纳米管复合薄膜场发射阴极的制备方法,包括:S1、制备碳纳米管/TiC/Ti复合材料;S2、将碳纳米管/TiC/Ti复合材料和纳米填充颗粒按质量比5:1-1:5混合,混合物加入到有机溶剂中,并采用超声进行分散,形成第一浆料;S3、在银电极上移植第一浆料,形成碳纳米管复合薄膜;S4、在200°C-600°C的温度下,将碳纳米管复合薄膜放入烧结炉进行真空烧结或还原气氛烧结,其中,烧结时间在15分钟以上;S5、利用腐蚀剂腐蚀除去碳纳米管复合薄膜烧结后表面的Ti,露出碳纳米管/TiC发射尖端,并形成碳纳米管复合薄膜场发射阴极。该方法制备的碳纳米管复合薄膜场发射阴极结构增强了碳纳米管发射体与基体粘附力和电接触、改善了场发射性能。
 897
0
897
0
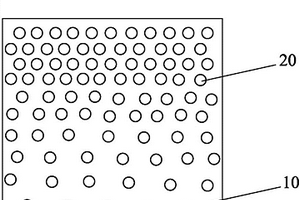
本发明公开了一种梯度多孔镁合金材料,用于骨缺损修复,所述梯度多孔镁合金材料由镁合金粉末和添加剂在梯度压力下制备预制体,然后采用真空烧结工艺制备,其内部和表面都具有连通的孔隙,所述孔隙呈梯度分布且其孔隙率的大小与植入空间周围骨组织的密度沿特定方向呈反比,即皮质骨密度高的部位所对应孔隙率小的镁合金部位,而松质骨密度低的部位对应孔隙率大的镁合金部位。孔隙率高的区域降解较快,而孔隙率低的区域有助于提高其强度,减少体液和多孔镁合金的接触面积,降解速度较慢,从而使镁合金的降解速度尽可能与骨组织的愈合相匹配。
 810
0
810
0
本发明涉及一种长效数据存储合金材料及制备方法,旨在提供一种反射率高、延长数据存储光盘寿命的合金材料;该合金材料是由下述重量百分比的金属构成:铝87%~93%,钛3%~7%,银4%~6%;制备方法是将铝、钛、银粉末充分混合填充于模具进行压缩成型,在真空烧结炉里烧结后进行锻造压延,最后进行机械加工得到所需要的靶材形状;该合金材料主要用于制作数据存储光盘的反射层。
 1062
0
1062
0
一种利用氢化钛粉制备高致密度钛制品的方法,以氢化钛粉为原料,部分脱氢后,采用常规模压进行压制成形,经真空烧结制备钛制品。本发明通过对氢化钛(TiH2)粉进行部分脱氢处理,使之转变为不饱和TiHx(0<X<2)粉,然后采用传统模压成型,不仅可获得高致密度的生坯,而且可获得较高的生坯强度和较好的表面光洁度,同时利用残余的TiH2/TiHx在烧结过程中氢的可逆合金化作用,使高温下钛原子的扩散速率增大,有利于改善钛的烧结活性,高的压坯致密度和良好的烧结活性协同作用,有助于获得高致密度的钛制品,本发明克服了现有技术中氢化脱氢钛粉烧结活性差和氢化钛粉成形困难的难题,为短流程制备高致密度钛制品提供了一种简易可行的方法。
 1120
0
1120
0
本发明提供了一种采用金属粉末注射成型制备金属齿轮的方法,包括以下步骤:S1、喂料制备;S2、注射成形:将混合料置于注射成型机中,并进行加热;然后注射到齿轮模具型腔内形成坯件;S3、脱脂:对坯件进行加热,对坯件加热以脱去粘结剂,获得粗品件;S4、烧结:将粗品件置于850~950℃的温度下进行预烧,之后置于真空烧结炉内进行高温真空烧结,获得烧结坯;S5、热处理:将烧结坯经过二次加工后,置于Ar气体中,加热至800‑950℃,保温1‑4h,后将烧结坯置于淬火介质中实现冷却,最终获得金属齿轮。本发明的有益效果是:减少了能耗和环境污染,提高了金属齿轮的生产效率。
 851
0
851
0
本发明公开了一种碳化钛基多元陶瓷涂层的制备方法,包括有下列步骤:1)将粉体烧结块体金属电极及工件电极置入煤油中;2)将脉冲电源的阳极与粉体烧结块体金属电极连接,将脉冲电源的阴极与工件电极连接;3)接通脉冲电源,粉体烧结块体金属电极在液相介质中放电而释放出的Ti及其它金属Me离子与煤油中电离出来的C离子在等离子体作用下进行电化学反应,合成碳化钛基多元陶瓷涂层,并沉积在工件电极的表面;上述步骤1)中粉体烧结块体金属电极是采用金属Ti和Me按重量比为70~90∶30~10的粉体模压成型后在真空烧结炉中进行高温烧结制成,Me是Al,W或Zr;本发明强化层成分不均匀,工艺稳定性高,不需大型镀膜装置,不必抽真空,镀膜成本低。
 1148
0
1148
0
本发明公开了一种面向金属成型和冲压加工领域的模具板坯材料,所述模具板坯材料由以下质量分数的原料制备而成:Cr 0.2~0.5%、Eu 0.2~0.5%、Mo0.5~1%、Ni 1~2%、Cu 1~2%、WC 1~2%、TiC 1~2%、水溶性石蜡1~2%和Fe88~92%,将所述原料依次经过混合、压制、干燥、真空烧结,得到模具板坯材料。本发明的工艺简单容易操作,所用材料无毒无污染,所得的模具板坯材料力学性能、刚性和硬度高,模具板坯耐磨性、抗腐蚀性好。相比于现有技术,所述模具板坯材料经过混合、压制、干燥、真空烧结得到,不仅提高了硬质合金基体的耐磨性与整体强度,而且改善了板坯材料的质量稳定性,在热处理过程中不易变形,具有高淬透性能,能够满足热冲压对模具自身的性能要求。
 807
0
807
0
杀菌手机护壳的制造装置,包括有冲床、陶泥制造设备、螺旋输送机、第一输送机、双棍滚压机、第二输送机、粉碎机、筛选机、滚压机、剪床、压床、真空烧结炉、抛光机以及控制器;冲床、冲压模具、陶泥制造设备、螺旋输送机、第一输送机、双棍滚压机、第二输送机、粉碎机、筛选机、滚压机、剪床、压床、真空烧结炉、抛光机以及控制器构成流水线;利用杀菌手机护壳的制造装置,将金属材料制成金属外壳以及金属盖,将陶泥、果壳或者椰壳制成复合颗粒陶泥板块,将复合颗粒陶泥板块与金属外壳或者金属盖复合,将复合颗粒陶泥板块与金属外壳或者金属盖烧结在一起,从而制造出杀菌手机护壳。
 1192
0
1192
0
本发明公开了一种高电导率铜基复合材料的制备方法,其具体包括以下步骤:首先以Cu、Al粉为原料制备氧化剂,然后采用水雾化方法制备Cu‑Al合金粉;将制得的Cu‑Al合金粉与制得的氧化剂混合置于密闭容器中加热到800‑1000℃,氮气气氛下进行氧化处理0.5‑3.5h,处理结束后将得到的粉体在氢气气氛下进行干燥处理,得到复合粉体;将上述制得的复合粉体进行冷等静压处理处理,得到的压坯真空烧结,最后将真空烧结后的压坯进行真空包套,然后进行热等静压处理,然后进行后续加工处理,制得铜基复合材料。本发明制得的铜基复合材料力学性能好,制备方法简单,效率高。
 892
0
892
0
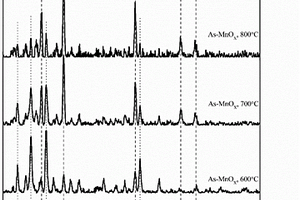
本发明涉及一种As‑MnOX复合氧化物的制备方法,包括以下步骤:(1)将三氧化二锰粉和砷化锰粉混合均匀,过筛,得到混合料;(2)将步骤(1)得到的混合料放入反应器中,升温至600~800℃,保温80~120min,然后随炉冷却,即得As‑MnOX复合氧化物。本发明的方法是采用真空烧结的方法,将混合均匀的混合料放入真空烧结炉中,通过控制烧结温度和烧结时间即可得到氧空位相对含量不同的As‑MnOX复合氧化物;该方法成本低廉、操作简单,并且能通过控制氧空位的相对含量控制As‑MnOX复合氧化物的催化氧化性能。
 1158
0
1158
0
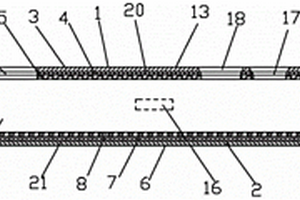
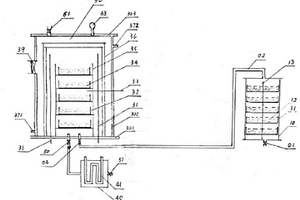
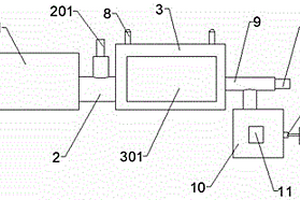
本实用新型属于蒸镀设备技术领域,尤其涉及一种蒸镀装置,包括支架、真空烧结装置、冷凝沉积装置和电源系统,真空烧结装置和冷凝沉积装置均设置于支架上,电源系统分别与真空烧结装置和冷凝沉积装置连接,并且真空烧结装置的一端和冷凝沉积装置的一端连通。相对于现有技术,本实用新型中真空烧结装置用于得到包覆材料的蒸汽,将被包覆材料置于冷凝沉积装置中,包覆材料的蒸汽到达冷凝沉积装置中,便可以在被包覆材料的表面沉积一层包覆材料,形成核-壳结构,从而可以增强包覆材料和被包覆材料之间的结合力。整个装置可以实现材料的连续化生产,简化了材料的生产流程,大大提高了生产效率,降低了生产成本,而且环境友好。
 1025
0
1025
0
本发明公开了一种用于钽或铌阳极的烧结装置,所述的烧结装置包括真空烧结炉和空气净化装置,用于除氢、酸、水分中的至少一种。在钽或铌阳极被烧结后,冷却到25℃或以下的温度,使空气通过所述的空气净化装置后再进入真空烧结炉,使钽或铌阳极烧结体表面形成致密的氧化膜。本发明还公开了一种含氢低的钽或铌阳极烧结体,用这种鉭或铌阳极烧结体制造的电容器漏电流低。
 1221
0
1221
0
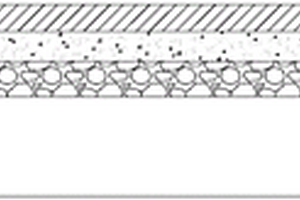
本发明公开了一种金属化陶瓷基板及其制备方法,所述金属化陶瓷基板按下述步骤制备:(1)制备氮化铝陶瓷基片;(2)在所述氮化铝陶瓷基片的表面形成银层;(3)在所述银层远离所述氮化铝陶瓷基片的表面形成有机层;(4)在所述有机层远离所述银层的表面形成铜浆层,以形成金属化陶瓷基板前体;(5)真空烧结所述金属化陶瓷基板前体。本发明在真空烧结的时候,真空烧结时温度比较高,银层会扩散至氮化铝陶瓷基片中,与氮化铝发生反应形成氮化银过渡层,提高了其结合力;真空烧结的过程中,由于有机层的隔绝作用,银层不会和铜浆层发生反应,阻止了银层迁移到铜浆层;本发明制备的金属化陶瓷基板的导电率高,镀覆附着性好,同时其具有优异的耐热循环性。
 1041
0
1041
0
本发明公开了一种减少硬质合金短棒材弯曲率的方法,其工艺步骤包括:a、压制;b、坯料自然干燥;c、脱胶;d、将由石墨舟皿装载的坯料放入至真空烧结炉内,关闭炉门后进行抽真空处理;e、真空一次烧结;f、坯料随炉冷却至室温;g、于石墨盖板的盖板V形槽表面以及石墨底板的底板V形槽表面涂覆防粘涂料;h、防粘涂料自然干燥;i、烧结装载石墨舟皿装载坯料;j、将由烧结装载石墨舟皿装载的坯料放入至真空烧结炉内,关闭炉门后进行抽真空处理;k、真空成型烧结;l、成品随炉冷却至室温;m、切割。通过上述工艺步骤设计,本发明能有效减少硬质合金短棒材弯曲率且能有效避免粘结现象,即能有效提高硬质合金短棒材的质量及成品率。
 858
0
858
0
本发明创造了一种Ag-Cu-Ti活性钎焊料及其 粉末冶金的制备方法。它的合金粉末各组分及重量比含量范围 为Ag : 49~69%, Cu : 30~50%, Ti : 1~8%; 经过混料、压制、真空 烧结、退火、热轧、冷轧工艺制备而成。本发明提供的Ag- Cu-Ti活性钎焊料熔点在780~830℃范围内, 纯度为99%以 上。本法工艺简单、经济、适用面宽, 特别是解决了现有技术难 于克服的问题。能成功地用于金刚石与金属, ZrO2陶瓷与合金钢的焊接, 不仅焊接质量高而且还简化了焊接工艺。
 946
0
946
0
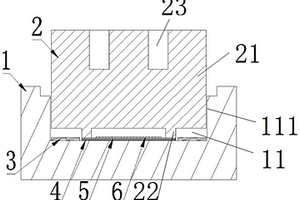
本发明实施例适用于微波组装工艺技术领域,提供了一种共晶有功率芯片的载体焊接方法,盒体、印刷电路板和共晶有功率芯片的载体装配组成产品结构,印刷电路板预先焊接固定于盒体上,载体焊接于盒体上的载体焊接区域并与印刷电路板电连接,该焊接方法包括以下步骤:根据载体的尺寸大小制作焊片;对盒体中的载体焊接区域和焊片进行清洗;将盒体放入真空烧结炉中,并依次层叠放置焊片以及载体;对真空烧结炉抽真空并填充氮气,直至真空烧结炉中的空气完全排出;在真空环境下对真空烧结炉加热升温,通过熔融焊片将载体焊接于载体焊接区域。本发明可解决现有技术用镊子进行载体和盒体的摩擦焊接操作困难而且存在性能和质量隐患的问题。
 1030
0
1030
0
本发明公开了一种陶瓷颗粒增强耐磨嵌件及其制作方法,其制作方法包括以下步骤:1)根据铸件形状确定嵌件的形状、结构和尺寸,采用铝合金制作压制嵌件用模具;2)氧化锆增韧氧化铝陶瓷颗粒的除油、化学镀镍和清洗干燥;3)嵌件用模料的制备;4)将模料填入步骤1)的模具型腔中,采用震压式脱箱造型机将模料震实压紧,脱模,得到料坯;5)将料坯放入热风炉,充分干燥;6)将干燥过的料坯放入真空烧结炉,进行真空烧结,再冷却出炉,得到陶瓷颗粒增强耐磨嵌件。本发明的制作方法效率高,塑形稳定,铸渗效果好,制作的陶瓷颗粒增强耐磨嵌件抗高温溃散性好,与金属液的润湿性好,耐磨性能优异。
 785
0
785
0
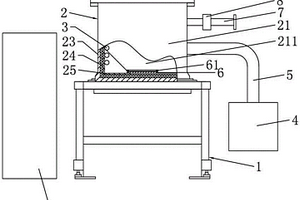
本实用新型公开了一种防粘型真空碳管烧结炉,其包括固定支撑架、真空烧结炉体、电发热管、真空泵、氢气进气管、电磁阀、主控制器,真空烧结炉体包括烧结炉本体、烧结炉盖,烧结炉本体和烧结炉盖分别包括从外至内依次层叠布置的钢质外壳、隔热保温层以钼片内壳,真空泵通过抽真空管道与烧结炉本体的真空烧结腔室连通,真空烧结腔室的底部装设碳舟皿,碳舟皿的工件承放面涂覆防粘接层。工作时,主控制器通过协调控制电发热管、真空泵、电磁阀动作来完成工件烧结作业;防粘接层由氧化铝粉末、炭黑、酒精混合而成,在烧结过程中,防粘接层能够防止工件与碳舟皿粘接,进而避免工件报废。故而,本实用新型结构设计新颖且能够避免工件因粘接而报废。
 903
0
903
0
本发明公开了金属拉链链牙的粉末冶金模压生产工艺,包括:S1.配料,将金属粉末与粘合剂均匀混合;S2.压制成型,将混合好的金属粉末充填入粉末成型机的压制模具中进行压制成型,得到特定形状的金属拉链链牙生坯;S3.烧结成型,将金属拉链链牙生坯放入真空烧结炉中的不锈钢器皿或陶瓷器器皿中进行真空烧结成型,烧结温度为1200℃~1300℃,烧结时间为90~120分钟,得到符合机械性能的金属拉链链牙;S4.烧结成型之后,充入氮气或氩气对金属拉链链牙进行冷却;S5.冷却之后,取出金属拉链链牙,将金属拉链链牙进行表面研磨处理。本发明无需冲压加工、精度高、生产效率高,能直接制成多孔、半致密或全致密的产品,并且适合各种形状、各种材质的链牙加工。
 900
0
900
0
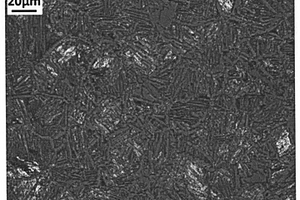
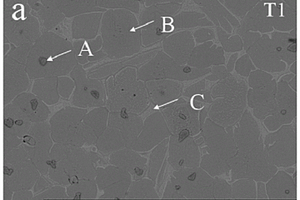
本发明公开了一种可穿戴设备用钛原材料及其近净成形制备方法,涉及可穿戴设备的制备技术领域。该方法将球形钛粉和/或钛合金粉末与塑基体系粘结剂混合均匀后依次进行密炼、催化脱脂、热脱脂、真空烧结以及热等静压。且该方法采用金属粉末注射成型技术来制备可穿戴设备的钛材料外壳及零部件。原始粉末原材料可采用球形纯钛或钛合金粉末,粘结剂采用塑基粘结剂体系,工艺流程为密炼,催化脱脂,热脱脂,真空烧结和热等静压。本发明采用粘结剂的体积含量在45%‑50%,在脱脂和真空烧结过程中,粘结剂中的C原子会与Ti原子原位反应形成TiC析出相,最终烧结成品为TiC颗粒增强的钛基复合材料。经热等静压处理后,产品致密度接近100%。
 999
0
999
0
本发明提供了一种金属粉末注射成型工艺,包括以下步骤:S1、将金属粉末与粘结剂在温度为160‑190℃并且密封的环境下进行混炼并造粒,形成喂料;S2、将喂料进行注射成型,形成生坯;S3、将生坯进行脱脂,形成棕坯;S4、将棕坯置于850~950℃的温度下进行预烧,之后置于真空烧结炉内进行高温真空烧结,真空烧结炉的温度为1200~1300℃,真空度为3~5Pa,形成烧结件;S5、将烧结件进行二次处理形成成品本发明的有益效果是:简化了工艺过程,降低了成本,可以快速成型成品,成品的耐磨性较好。
 1264
0
1264
0
本实用新型公开了一种粉末冶金真空冷却装置,包括真空烧结炉、连接管、冷却箱、机械手、传送机、冷却水箱、水泵、冷却水管、排料管、收集箱、门板、单向阀、抽空机,该粉末冶金真空冷却装置结构简单,设计合理,通过抽空机将冷却箱和收集箱中空气抽出,使得冷却箱和收集箱内部处于真空状态,并且通过连接管与真空烧结炉连接,因此将真空烧结炉中的零件取出时,使得零件处于完全真空状态下冷却,因此可达到对零件起到保护作用,并且通过向冷却水管中不断输入水,从而加快零件的冷却效率。
 1065
0
1065
0
本发明的一种多尺度结构铝锡基轴承合金的制造方法,是在具有纳米相复合结构的机械合金化粉体中添加相同成分的具有粗晶结构的原始混合粉体,其具体步骤为:将高纯度的粒度在200目左右的Al、Sn粉体按一定的质量比,在氩气保护下进行高能球磨,制备出具有纳米相复合结构的Al-Sn合金粉体;将Al、Sn粉体按上述相同的质量比进行普通混粉,得到原始混合粉体;将Al-Sn合金粉体和原始混合粉体均匀混合;将混合后的粉体冷压成型,得到生坯;生坯真空烧结制备出具有优良摩擦学性能的Al-Sn系轴承合金。本发明的这种铝锡基轴承合金具有多尺度结构,其致密度、耐磨性都有了大幅度提高,硬度的可调幅度变大,与轴的匹配度较高。
 851
0
851
0
本发明涉及一种金属粉末涂层纳米级过滤精度不锈钢纤维毡的生产方法,先加工金属纤维毡,再制得多层复合纤维毡,然后进行烧结,得到金属网纤维毡复合过滤片产品,最后压制、喷涂、真空烧结炉中进行烧结,得到具有纳米级过滤精度的粉末涂层金属纤维毡产品。具有涂层的金属纤维毡既拥有金属纤维毡的低过滤阻力,又能通过打折得到超大的过滤面积,同时拥有高过滤精度和高的力学指标,是高精密过滤时的理想过滤材料,能满足在高温条件使用下的石化行业中的贵金属催化剂过滤、精密轧机的加工过程中的润滑油过滤中对过滤材料的要求,是一种广泛应用于化工、医药、发电、冶金和食品等工业领域。
 893
0
893
0
一种耐磨复合材料预制体的制备方法,其步骤是:(1)将陶瓷颗粒与粘结剂、润滑剂均匀混合;(2)将混合的物料放入一定形状的模具中,温压成型,得到一种陶瓷颗粒间互相接触的预制体坯体;(3)将预制体坯体置于真空烧结炉中,抽真空至10~100Pa,100~700℃间缓慢升温,关闭真空阀,转入保护气氛炉,继续升温至1300~1600℃固化成型,得到一种复合材料用陶瓷预制体。本发明与现有技术相比,其制作简单方便、生产效率高,能使复合材料达到预期的耐磨性能,有效地延长了复合材料的使用寿命,而且本发明所采用Al2O3-ZrO2-Y2O3复相陶瓷物理性能可在广泛范围调控以适应不同的金属基体,预制体厚度可根据耐磨构件调整,能适合不同的耐磨构件。
 1224
0
1224
0
本发明公开了刀剪生产技术领域中的一种防腐防锈的刀剪生产用粉末注射制造方法,包括制作刀剪用的合金粉末、将合金粉末和有机粘结剂均匀混炼,形成混合原料、将混合原料制粒后进行加热塑化,制成注射用喂料、将喂料通过注射成形机注入刀剪模具内形成刀剪胚体、对刀剪胚体进行脱脂处理、对脱脂处理后的刀剪胚体进行真空烧结处理、对真空烧结处理后的刀剪胚体进行后处理;本发明生产的刀剪胚体烧结后收缩稳定,不易变形,精度较高,同时在生产时内部添加了Cr、Mo、Ti和Co金属粉末,极大的提高了刀剪的防腐防锈能力以及硬度,有效的提高了刀剪的质量。
 1241
0
1241
0
本发明涉及齿轮制造技术领域,具体指一种用于加工齿轮的金属粉末注射成型工艺,包括以下工艺步骤:S1、将金属粉末与粘结剂以(12~15):1的比例均匀混合,形成混合料;S2、将混合料置于注射成型机中,并进行加热,然后注射到齿轮模具型腔内形成坯件;S3、对坯件进行加热,脱去粘结剂,获得粗品件;S4、将粗品件置于1000~1100℃的温度下进行预烧,并置于真空烧结炉内进行高温真空烧结。通过本发明的金属粉末注射成型工艺加工出的齿轮,齿轮的整体密度均匀,密度可达99.5%以上,齿轮的强度、硬度和耐磨性能好,尺寸精度高,表面光洁度好,一次成型,无需后期加工,生产成本较低,适合进行大批量的生产。
北方有色为您提供最新的广东有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!











































































