全部
▼
 1235
1235
 0
0
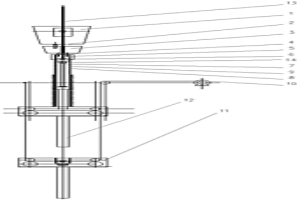
本发明涉及钢铁冶金行业,特别是一种浇铸超大断面钢坯的方法及装置,其方法包括六个步骤完成对板坯或圆坯顶端进行封顶,并加入起吊环,板坯或圆坯与牵引机构脱离,由移动车将完全凝固的板坯或圆坯整体移至吊出位;其装置包括钢水包、中间罐、结晶器,其特征是:钢水包的下端固定有钢包注流保护套管,钢包注流保护套管的出口端置有中间罐,中间罐的下部固定有结晶器浸入式水口,结晶器浸入式水口的输出水口延伸至结晶器内,结晶器的下端置有铸坯诱导装置,铸坯牵引装置置于铸坯诱导装置内部,结晶器上方还置有母材送进导向系统。它提供了一种形状公差及尺寸精度可达到连铸板坯、圆坯同样技术指标的浇铸超大断面钢坯的方法及装置。?
 967
0
967
0
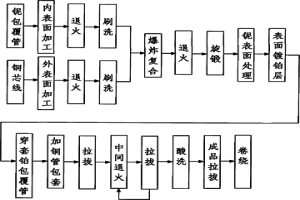
本发明公开了一种铂铌铜三层金属复合丝及其制备方法,其铂铌铜三层金属复合丝由铜芯线、均匀包覆在铜芯线外侧的铌包覆管和均匀包覆在铌包覆管外侧的铂包覆管构成,所述铜芯线和铌包覆管经冶金结合形成铌铜复合基体且二者的复合比为5~20∶1~5;铂包覆管和所述铌铜复合基体经冶金结合形成一种三层金属复合丝,且铂包覆管和铌铜复合基体的复合比为1~25∶800~1000。其制备方法包括步骤:一、材料准备,二、表面处理,三、退火处理,四、爆炸复合,五、旋锻处理,六、穿套铂包覆管,七、拉拔。本发明方法步骤简单、实施方便且所制备出的铂铌铜三层金属复合丝结构合理、成本低、性能优良,有导电率高、抗腐蚀能力强等阴极保护材料功能。
 1066
0
1066
0
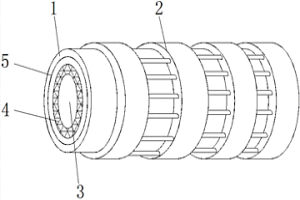
本实用新型公开了一种冷却塔用冷却管结构,包括抗腐蚀主体、防护主体和冷却管主体,所述冷却管主体的外端面滑动套接有连接套管,所述冷却管主体的内部固定连接有铜管壳体,所述铜管壳体的内部固定连接有镍铜冶金层,所述镍铜冶金层的内部固定连接有纯镍层,所述纯镍层的内部固定连接有镍铬冶金结合层,所述抗腐蚀主体滑动套接在连接套管的外端面,所述抗腐蚀主体的内部固定连接有不锈钢套管,所述不锈钢套管的外端面均匀等距固定连接有三组抗腐蚀层,所述抗腐蚀层的侧端面固定卡接有连接卡板,且连接卡板固定套接连接在不锈钢套管的外端面。本实用新型通过设有抗腐蚀主体、防护主体和冷却管主体,能有效提高装置的外部防护性能和抗腐蚀性能。
 954
0
954
0
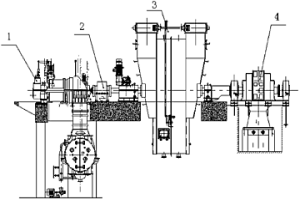
本发明公开了一种烧结余热回收与烧结主抽风机联合驱动机组。该机组包括双输出轴的烧结主抽风机、同步电动机、变速离合器和烧结余热回收汽轮机,所述烧结主抽风机的一输出轴与同步电动机同轴连接,烧结主抽风机的另一输出轴通过变速离合器与烧结余热回收汽轮机同轴连接。该机组提高了冶金系统能量回收效率,是一种新型冶金系统节能减排设备。
 865
0
865
0
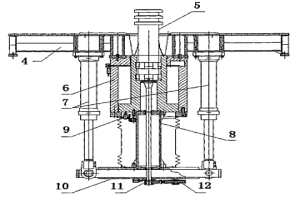
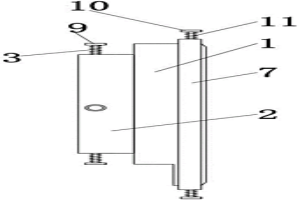
本发明属于冶金设备领域,特别是各类壳罐体加工用的液压翻边机翻边工艺,其特征是:主油缸(6)置于工作平台(4)正中间,主油缸(6)两侧对称布置两个左右回程缸(7)使主油缸(6)回程,割孔后的工件放到凹模(2),凸模(1)通过送模机械手(13)挂模送进至行程开关限定位置,左右回程缸(7)带动连接拉杆(3)上升至接近开关限定位置,转杆缸(12)解锁,位移检测器(9)给出所要存贮的上升位置信号,转杆缸(12)带动转杆装置(11)使连接拉杆(3)转进45°合模,自动卡紧装置(17)通过柔性带将工件(18)压紧,主油缸(6)开始加载下拉直至实现工件(18)最终成形。它翻边成品率高,能够满足用户对产品质量以及生产率的要求。
 1129
0
1129
0
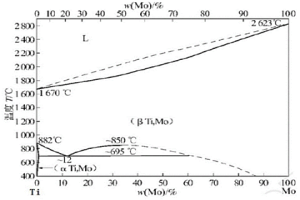
本发明公开了一种钼滤网叠层结构的孔眼嵌填钛粉电阻焊方法,包括以下步骤:1)对待焊接多层钼滤网进行清洗;2)将待焊接多层钼滤网放置到散热板的底板上,并将Ti粉铺放在待焊接多层钼滤网的待焊接区域处;3)将散热板的盖板叠放到待焊接多层钼滤网上;4)向待焊接区域吹氩气,并将焊接电极接通焊接电流,使得Ti粉产生电阻热,并在电阻热及焊接电极顶锻压力的复合作用下实现Ti粉之间的冶金结合以及Ti粉与钼滤网中金属丝之间的冶金结合,以实现待焊接多层钼滤网之间的搭接连接,得试样;5)去除试样上焊接区域中未融合的Ti粉,该方法能够实现钼滤网的搭接焊接,并且搭接强度高。
 1103
0
1103
0
本发明涉及新型CBY桨叶曲面连接结构。目前应用于冶金、化工、医药等行业的搅拌器种类和规格很多,螺栓连接方式的桨叶结构一般有两种:一种是支耳连接,需将桨叶与支耳连接部分压平,压平后影响桨叶强度,则必须采用加厚钢板制作桨叶;另一种则是采用法兰连接,增加了很大的成本。本发明采取如下技术方案:桨叶与支耳底板的连接结构为沿桨叶根部的曲面连接。所述支耳底板的弧度和桨叶根部的弧度相同,可紧密切合。所述桨叶与支耳底板通过连接螺栓连接。采用如上技术方案的本发明,具有如下有益效果:可在冶金、化工、医药等各行业搅拌器上推广使用,尤其针对大功率、大桨径的轴流式搅拌器,可较大程度的节约材料成本,实现良好的经济效益。
 1209
0
1209
0
本发明公开了一种制备银稀土氧化物电接触材料的方法,包括以下步骤:一、将Ag2O粉末进行处理;二、制备合金熔体;三、喷射共沉积制备复合材料;四、对复合材料进行原位化学处理;五、挤压、轧制、拉拔制备银稀土氧化物电接触材料。本发明制备的银稀土氧化物电接触材料具有比用粉末冶金法、反应合成法、化学共沉淀法等方法制备的银稀土氧化物电接触材料更高的强度和加工性能,银和稀土氧化物反应界面新鲜,使银稀土氧化物电接触材料的热稳定性和热强性明显改善;同时具有耐磨、耐蚀、耐电弧烧损和抗熔焊等电接触性能。
 911
0
911
0
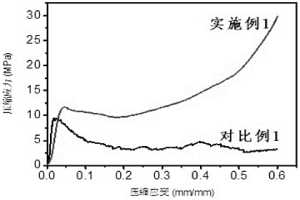
本发明公开了一种具有高能量吸收特性的低成本钛基多孔材料制备工艺,该工艺包括:一、将聚集的钛基屑料沿厚度方向预压缩得到钛基多孔生坯;二、将钛基多孔生坯进行高温真空烧结得到钛基多孔坯体;三、向钛基多孔坯体的孔隙中注入502胶水至充满各结点区域,室温晾干后得到钛基多孔材料。本发明以钛基屑料为原料,采用粉末冶金工艺制备钛基多孔坯体,使得铁屑之间产生结点并产生冶金结合,结合对钛基多孔坯体的孔隙中注入502胶水,提高了钛基屑料之间的结合面积,进而提高总体结合强度,得到的钛基多孔材料的压缩强度和能量吸收特性均显著提高,且密度较低,适用于车辆和飞机的冲击防护,同时原料成本大大降低。
 926
0
926
0
本发明涉及铜精矿湿法冶金及硫酸铜生产中硫酸铜溶液的净化除铁及设备。本发明采用空气催化剂氧化法将硫酸铜溶液中的二价铁氧化成三价铁,然后调节pH3.0左右使铁沉淀,从而达到硫酸铜溶液净化除铁的要求。
 772
0
772
0
本发明公开了一种复合耐磨管的制备方法,该方法将合金粉芯棒材扎制成捆,布置于耐磨管铸型型腔内,合金粉芯棒材捆占耐磨管总体积的20%~60%,然后把熔化的基体金属浇入铸型型腔内,在基体金属的热作用下,合金粉芯棒材发生熔化、溶解,合金粉芯棒材中的大量合金元素与基体金属液产生冶金化合反应,在原位生成高度弥散的合金组织,最后冷却凝固形成棒状硬质相与基体金属冶金过渡结合融为一体,制成以高韧性高强度的金属为基体、内含一定数量的冶金结合的棒状高硬度质点的复合耐磨管。既具有基体金属的高强度和高韧性,又具有硬质相的高硬度和高抗磨性,能够同时承受高压和强烈磨损,具有使用寿命长、价格低廉的特点。
 745
0
745
0
本发明公开了一种复合耐磨滚筒的制备方法,其特征在于,该方法将合金粉芯棒材扎制成捆,布置于滚筒铸型型腔内,合金粉芯棒材捆占耐磨滚筒总体积的20%~60%,然后把熔化的基体金属浇入铸型型腔内,在基体金属的热作用下,合金粉芯棒材发生熔化、溶解,合金粉芯棒材中的大量合金元素与基体金属液产生冶金化合反应,在原位生成高度弥散的合金组织,最后冷却凝固形成棒状硬质相与基体金属冶金过渡结合融为一体,制成以高韧性高强度的金属为基体、内含一定数量的冶金结合的棒状高硬度质点的复合耐磨滚筒。既具有基体金属的高强度和高韧性,又具有硬质相的高硬度和高抗磨性,能够同时承受高压和强烈磨损,具有使用寿命长、价格低廉的特点。
 842
0
842
0
本发明公开了一种复合耐磨导位板的制备方法,该方法将合金粉芯棒材扎制成捆,布置于导位板铸型的型腔内,合金粉芯棒材捆占导位板总体积的20%~60%,然后把熔化的基体金属液浇入导位板的铸型型腔内,在基体金属的热作用下,合金粉芯棒材发生熔化、溶解,合金粉芯棒材中的大量合金元素与基体金属液产生冶金化合反应,在原位生成高度弥散的合金组织,最后冷却凝固形成棒状硬质相与基体金属冶金过渡结合融为一体,制成以高韧性高强度的金属为基体、内含一定数量的冶金结合的棒状高硬度质点的复合导位板。既具有基体金属的高强度和高韧性,又具有硬质相的高硬度和高抗磨性,能够同时承受高压和强烈磨损,具有使用寿命长、价格低廉、制备简单的特点。
 1229
0
1229
0
本实用新型公开了一种凸轮盘,包括凸轮盘,所述凸轮盘上壁面开设有凹台,所述凹台上开设有键槽,且凹台壁面有两个大小不一的斜面组成两个平面,所述凸轮盘底部是多个圆组成的不同平面,所述键槽内设有夹紧结构;本实用新型涉及凸轮盘技术领域。凸轮盘由于其形状独特,几何形状极其复杂且精度要求极高,粉末冶金其独特的技术先进性,只需通过压型、烧结、机加、淬火就能达到其产品性能要求。采用粉末冶金工艺生产该零件,一次成型,后续机加工较少,减少了材料的浪费,人力的消耗,该粉末冶金件可降低成本。
 766
0
766
0
铁矿石一步炼钢法, 是炼钢炼铁两个矛盾的冶金 过程, 通过更实际更有意义的工艺方式溶为一体的钢铁冶金新 方法。它既有铁矿石混合料充分预热、还原、熔融的必要条件, 也有熔融后液体金属用氧快速冶炼成钢的功能。这样, 铁矿石直 接还原熔融为炼钢提供了源源不断的铁水, 而炼钢又把产生的 高温煤气和化学热, 反馈给还原系统从而又促进了铁矿石的还 原与熔融。一步炼钢法用1.8t铁矿石(品位63%以上)0.9吨煤和50m3的氧即可生产一吨钢。而且一步炼钢炉, 是个负压全封闭系统, 不仅燃原材料和余热, 能最大限度的回收与利用, 同时对环境不构成污染, 所以一步炼钢法是个投资小见效快, 消耗低效益高, 节能降耗无污染的可持续发展的钢铁冶金新方法。
 1066
0
1066
0
本发明公开了一种高韧性高耐磨复合刮板的制备方法,该方法将合金粉芯棒材扎制成捆,布置于刮板铸型型腔内,合金粉芯棒材捆占刮板总体积的20%~60%,然后把熔化的基体金属浇入铸型型腔内,在基体金属的热作用下,合金粉芯棒材发生熔化、溶解,合金粉芯棒材中的大量合金元素与基体金属液产生冶金化合反应,在原位生成高度弥散的合金组织,最后冷却凝固形成棒状硬质相与基体金属冶金过渡结合融为一体,制成以高韧性高强度的金属为基体、内含一定数量的冶金结合的棒状高硬度质点的复合刮板。既具有基体金属的高强度和高韧性,又具有硬质相的高硬度和高抗磨性,能够同时承受高压和强烈磨损,具有使用寿命长、价格低廉的特点。
 1059
0
1059
0
本发明公开了一种复合耐磨护轨的制备方法,该方法将合金粉芯棒材扎制成捆,布置于护轨铸型的护轨工作部分型腔内,合金粉芯棒材捆占护轨总体积的20%~60%,然后把熔化的基体金属液浇入护轨的铸型型腔内,在基体金属的热作用下,合金粉芯棒材发生熔化、溶解,合金粉芯棒材中的大量合金元素与基体金属液产生冶金化合反应,在原位生成高度弥散的合金组织,最后冷却凝固形成棒状硬质相与基体金属冶金过渡结合融为一体,制成以高韧性高强度的金属为基体、内含一定数量的冶金结合的棒状高硬度质点的复合护轨。既具有基体金属的高强度和高韧性,又具有硬质相的高硬度和高抗磨性,能够同时承受高压和强烈磨损,具有使用寿命长、价格低廉、制备简单的特点。
 895
0
895
0
本发明公开了一种高韧性高耐磨复合闸板的制备方法,该方法将合金粉芯棒材预置在闸板铸型中,合金粉芯棒材所占体积为闸板总体积的20%~60%,然后把熔化的基体金属浇入闸板铸型,在基体金属的热作用下,合金粉芯棒材发生熔化、溶解,大量合金元素与基体金属液产生冶金化合反应,在原位生成高度弥散的合金组织,最后冷却凝固形成棒状硬质相与基体金属冶金过渡结合融为一体,即制成内含柱状硬质点复合耐磨闸板。采用本发明的方法制备的高韧性高耐磨复合闸板中的柱状硬质点为整体原位反应生成,与基体组织进行短程扩散,形成冶金结合界面,根据使用工况,柱状硬质点在基体中的比例可调并分布均匀,使用寿命比普通淬火闸板提高一个数量级。
 898
0
898
0
本发明公开了一种复合耐磨镐头的制备方法,该方法将合金粉芯棒材扎制成捆,布置于镐头铸型的型腔内,合金粉芯棒材捆占镐头总体积的20%~60%,然后把熔化的基体金属液浇入镐头的铸型型腔内,在基体金属的热作用下,合金粉芯棒材发生熔化、溶解,合金粉芯棒材中的大量合金元素与基体金属液产生冶金化合反应,在原位生成高度弥散的合金组织,最后冷却凝固形成棒状硬质相与基体金属冶金过渡结合融为一体,制成以高韧性高强度的金属为基体、内含一定数量的冶金结合的棒状高硬度质点的复合耐磨镐头。既具有基体金属的高强度和高韧性,又具有硬质相的高硬度和高抗磨性,能够同时承受高压和强烈磨损,具有使用寿命长、价格低廉、制备简单的特点。
 730
0
730
0
一种泡沫铝-波纹板复合夹层板及其制备方法,首先制成波纹芯体;将波纹芯体与面板焊接制成波纹板;将基体粉料和发泡剂放入混料机混合均匀后将混合好的粉料挤压成初步的坯料;然后将该坯料放入模具压制,将压制后的可发泡预制体填入波纹板中后放入气氛炉中发泡;加热并保温至预制体膨胀形成完全充满于波纹板孔隙的泡沫铝后,冷却。本发明采用粉末冶金的方法,在点阵金属内部原位发泡形成冶金结合的泡沫铝-波纹板复合夹层板,利用点阵金属优异的力学性能以及泡沫铝的吸能、隔声、减震、隔热的优势,实现多功能的耦合,获得综合性能更加优异的结构功能一体化材料。冶金结合有效提高了结合强度,使得复合材料的性能得到进一步提升。
 979
0
979
0
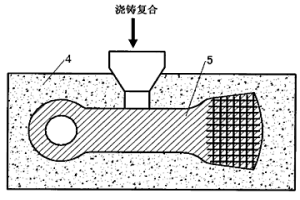
本发明公开了一种骨架增强体复合锤头的制备方法,制得的复合锤头是由含有硬质相的骨架增强体与基体金属复合而成,该方法采用内装硬质材料的管丝制成骨架预制体,然后进行真空高温冶金烧结,制成含有硬质相的骨架增强体,再将其与基体金属浇铸复合成型,形成由含有硬质相的骨架增强体与基体金属复合而成的锤头。由于骨架增强体经过了真空高温冶炼烧结,形成了充分的冶金组织结构,且排列有序,均匀分布,性能稳定,整体性强,与基体金属复合仍能保持完整的骨架结构,既发挥了骨架增强体中硬质相的高耐磨性,又保留了基体金属的良好韧性,也可进行局部复合、梯度复合,达到最佳的使用效果,综合性能显著提高。
 780
0
780
0
本发明公开了一种大壁厚不锈钢/碳钢层状结构复合管材的制备方法,具体按照以下步骤实施:1、将不锈钢层和碳钢层通过真空封焊、热轧、连续控轧控冷方式制备成层状结构冶金复合板;2、对步骤1得到的冶金复合板进行破口加工;3、将经步骤2破口加工的冶金复合板制成管状;4、采用激光+冷金属过渡复合焊和埋弧自动焊工艺方法在相应破口处进行焊接,制成大壁厚不锈钢/碳钢层状结构复合管材,其中焊接过程对不锈钢层焊缝熔池长250mm、宽20mm范围内进行惰性气体保护,不锈钢层焊缝熔覆金属宽度为5~10mm,碳钢层焊缝熔覆金属宽度为10~30mm,余高为1~3mm。通过本发明方法制备复合管材的效率更高,得到的复合管材焊缝性能更好。
 939
0
939
0
一种提高锆及锆合金抗拉强度的方法,涉及一种锆及锆合金的制备方法,用于核电、冶金、石油化工等领域用锆及锆合金的制备过程。其特征在于锆及锆合金冶炼中添加二氧化锆,控制锆及锆合金中氧元素的重量含量为0.08%~0.3%。本发明的方法,从控制锆及锆合金材的氧含量入手,锆及锆合金锭熔炼过程中添加二氧化锆,通过控制其加入量以控制锆及锆合金氧含量,生产的锆锭氧元素分布均匀,无夹杂等冶金缺陷。本发明具有操作简便、控制准确、稳定等显著优点,解决了氧元素在锆锭冶炼中的添加问题,生产的锆及锆合金材不影响锆材料耐蚀性等性能的前提下,有效提高了其抗拉强度等常规性能,可以满足工业领域锆材的使用需要。
 733
0
733
0
本发明提供一种低电位元素Zn用于铁基材料的净化精炼、变质处理、合金化的新用途,及为此新用途由该元素作主导组分制成的添加剂。本添加剂以Zn为主导组分,含有Li、Be、Mg、Ca、Ga、B、Ti、Zr、Hf、V、Nb、、Ta、Al、Mn、Si、Fe、Cu、Ni、C、O、F、Cl、Br、I中的一种或一种以上。是在铁基材料的熔炼、精炼、浇注过程中,或粉末冶金过程中,或复合合成过程中将其加入的。本添加剂高效、价廉,使用简便。其韧化效果视成分和热处理的不同使铁基材料的冲击韧性值提高20—200%,使裂纹扩展功提高200—1000%。
 953
0
953
0
本发明公开了一种50A大电流快恢复二极管的制作方法,包括:提供N型半导体硅材料作为半导体衬底;在N型半导体衬底上掺杂N+型杂质;去除半导体衬底一面的N+型杂质层;在暴露出的N-型半导体材料上再双杂质掺杂P+型杂质;再采用高温扩散的方法进行重金属铂掺杂;进行第一次掩膜光刻;在钝化槽中刮涂玻璃粉,高温烧结成型,完成PN结玻璃钝化;采用真空溅射法,在硅片两面制作多层金属化层;进行第二次掩膜光刻;将硅片分割成独立的管芯;将芯片与引线组件冶金键合在一起;采用烧结的方法将芯片、引线组件与管座冶金键合在一起;采用储能焊,将管帽与底座封焊成型。本发明受环境影响小,工艺成熟、稳定、重复性好,可广泛用于大电流恢复二极管的大批量生产。
 1149
0
1149
0
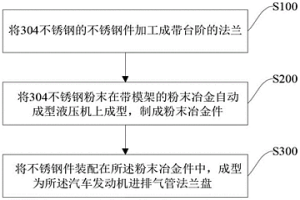
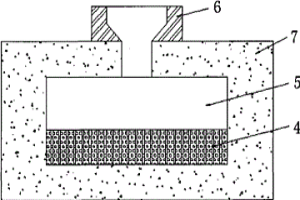
本发明提供的汽车发动机进排气管法兰盘及其复合制备工艺,涉及法兰盘制备领域。法兰盘由304不锈钢和粉末冶金304不锈钢组合烧结制备而成;包括不锈钢件和粉末冶金件,不锈钢件和粉末冶金件均为环状结构,不锈钢件的外表面与粉末冶金件的内表面相互设置,不锈钢件的内部开设有进排气口。工艺包括将304不锈钢的不锈钢件加工成带台阶的法兰;将304不锈钢粉末在带模架的粉末冶金自动成型液压机上成型,制成粉末冶金件;将不锈钢件装配在粉末冶金件中,最终成型。本发明能实现复杂形状一次成型,单重减轻、材料利用率高、废品率低、加工成本低、质量稳定,并且复合制备工艺解决了不锈钢粉末冶金焊接和气密性难题,适用于大批量生产。
 918
0
918
0
本发明公开了一种局部复合耐磨材料的制备方法,该方法制备的局部复合耐磨材料是由高合金材料的耐磨层、冶金过渡层、基体金属层组成。其制备方法选用高合金粉芯管丝,根据工件工作面的形状,裁剪、卷制或叠加制成相似结构;按照铸造工艺造型,将制作好的高合金粉芯管丝预埋入砂型型腔中,电炉冶炼基体金属材料,达到浇注温度后,浇注入砂型中,室温冷却凝固,清砂处理,便得到由高合金耐磨层、冶金过渡层、基体金属层组成的复合材料。该制备工艺可控性强,操作简便,高合金耐磨材料与基体金属形成良好冶金结合,整体性能高,可广泛应用于矿山、电力、冶金、煤炭、建材等耐磨领域。
 999
0
999
0
本发明的一种钛基钎料的制备方法,其特征在于其钛基钎料为各层之间为冶金结合的钎料箔。本发明的制备方法,采用用爆炸复合及轧制工艺制取多层钛基复合钎料箔,钎料各层之间形成了紧密的冶金结合,在钎焊温度下,有利于钎料与焊件母材之间以及钎料各层之间的扩散并发生共晶反应,可以实现快速钎焊。复合层状钎料具有较好的塑性,便于制造成各种形状,适用于钛及钛合金、锆及锆合金、钽及钽合金、铌及铌合金、高温合金、陶瓷等材料的真空钎焊及非真空钎焊。轧制一般采用温轧及冷轧相结合的方法,获得的钎料箔的厚度可以达到0.05MM。
北方有色为您提供最新的陕西有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!











































































