全部
▼
 1188
1188
 0
0
本发明涉及冶金工艺,公开了一种循环利用钢渣及冶金、化工含铁废渣的高炉炼铁生产工艺,包括下列步骤:分类分选低品位含铁钢渣及冶金、化工含铁渣泥,低品位含铁钢渣分选出粒径≥6MM的低品位含铁钢渣以及粒径<6MM的低品位含铁钢渣;将粒径<6MM的低品位含铁钢渣和冶金、化工含铁渣泥复配烧结制得钢渣烧结矿;以粒径≥6MM的低品位含铁钢渣和步骤2获得的钢渣烧结矿作为高炉炼铁原料,将硅石作为冶炼添加剂,以焦炭为燃料进行高炉炼铁。本发明在充分循环利用铁素资源的同时,达到废渣资源改性,实现了废渣资源化综合利用目的。
 799
0
799
0
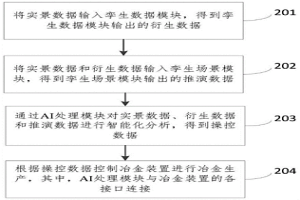
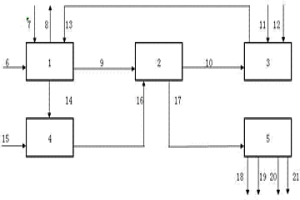
本申请提供了一种冶金生产方法、装置、电子设备和存储介质,属于冶金技术领域。所述方法包括:将实景数据输入孪生数据模块,得到所述孪生数据模块输出的衍生数据;将所述实景数据和所述衍生数据输入孪生场景模块,得到所述孪生场景模块输出的推演数据;通过AI处理模块对所述实景数据、所述衍生数据和所述推演数据进行智能化分析,得到操控数据;根据所述操控数据控制所述冶金装置进行冶金生产,其中,所述AI处理模块与所述冶金装置的各接口连接。本申请提高了冶金生产效率。
 780
0
780
0
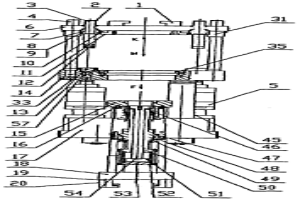
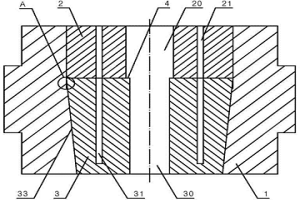
本发明粉末冶金整形模架涉及的是一种对烧结后的粉末冶金制品浮动式或固定式进行再压精整的整形模架。包括上压板、上连接板、导向杆、凹模板、液压油缸、油缸支架、下模板、下冲支撑块、固定板、顶出轴、下连接板、下座压板、下压板调整垫片、顶出轴导向铜套、压紧垫片、凹模压盖、顶出轴上锁紧螺母、顶出轴下锁紧螺母、油缸支架、压制杆行程调整机构、凹模浮动的浮动量行程调整机构、精整位置行程调整机构和芯杆油缸行程调整机构。粉末冶金整形模架,在凹模与模架固定板之间装有两个液压油缸,可以使凹模强制浮动,使精整零件上下受到的精整压力一致,确保精整零件的精度,从而提高了工作率,降低生产成本。
 866
0
866
0
本发明揭示了一种基于铁矿粉高温冶金性能的配矿方法,选取多种以上不同产地的铁矿粉,对不同铁矿粉的高温冶金性能进行测试分析,通过数据分析得出高温冶金性能值与化学成分的数学模型,进行铁矿粉高温冶金性能的优劣搭配,得到高温冶金性能优良、适宜烧结的混匀粉。本发明的方法揭示了单一矿及混合矿高温冶金性能值与化学成分之间的关系,以此为基础进行优化配矿,可得到高温冶金性能优良的混合矿,有利于烧结提高产量,改善烧结矿质量;同时在混矿时可利用不同铁矿粉高温冶金性能的互补,提高非主流低价矿的使用比例,降低烧结原料成本。
 985
0
985
0
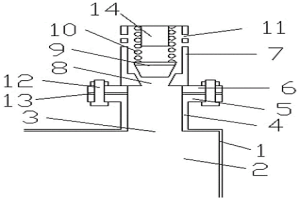
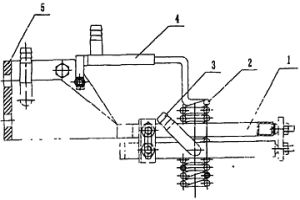
本发明公开一种新型冶金炉用自动排气装置,包括冶金炉,所述冶金炉内设有出蒸汽腔,且所述冶金炉顶部设有出气口,所述出气口与所述蒸汽腔导通,所述出气口顶部设有出气管,所述出气管底部与所述蒸汽腔连通,且所述出气管顶部设有下法兰,所述下法兰顶部设有上法兰,所述上法兰顶部设有排气阀,所述排气阀内腔底部设有排气口,所述排气口与所述出气管导通,所述排气口顶部设有活动密封件,所述活动密封件顶部设有弹簧,所述弹簧底部止抵在所述活动密封件上,所述弹簧顶部止抵在所述排气阀内壁顶部,所述弹簧一侧设有排气孔,不仅能够防止所述冶金炉在高压情况下发生危险,还能恒定控制所述冶金炉内蒸汽腔内的压强。
 1190
0
1190
0
本发明公开了一种冶金废渣微粉制备方法,该制备方法包括:冶金废渣在磨机内被粉碎,形成冶金废渣微粉;通过燃气轮机排出的废气来烘干冶金废渣微粉,并携带烘干后的冶金废渣微粉输送至收粉装置;将收粉装置废气排放口与燃气轮机的压气机吸入口连接,通过燃气轮机的压气机抽取收粉装置中的废气。本发明利用燃气轮机代替现有冶金废渣微粉制备方法采用的收粉装置出风侧抽风机及热风炉,从而大大节省能耗。
 884
0
884
0
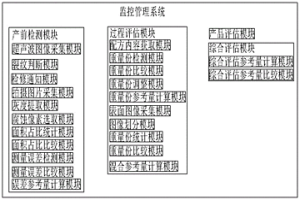
本发明公开了一种粉末冶金生产用质量安全监控管理系统及方法,所述监控管理系统包括产前检测模块、过程评估模块、产品评估模块和综合评估模块,所述产前检测模块用于在粉末冶金生产前进行设备检测,所述过程评估模块用于评估粉末冶金生产过程,所述产品评估模块用于评估粉末冶金生产出的产品,所述综合评估模块用于对该次粉末冶金的进行综合评估,所述产前检测模块包括超声波图像采集模块、裂纹判断模块、检修通知模块、拍摄图片采集模块、灰度提取模块、腐蚀像素选取模块、面积占比统计模块、面积占比比较模块、测量误差检测模块、测量误差比较模块和误差参考量计算模块。
 1114
0
1114
0
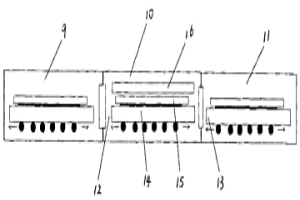
一种半连续式等离子表面冶金板材批量生产方法及装备,属于金属材料表面冶金技术及其设备领域。将工件(金属板材)装入预真空室,通过辅助热源预热工件到规定温度;通过传动机构将工件送入表面冶金室进行表面合金化处理,工件以0.1-1MM/S的速度作水平往复运动,保证了大面积生产中板材表面成分及厚度的均匀性。预真空室重新装料;合金化处理完毕后,将工件送到冷却室冷却;重复此过程,实现半连续化生产。该方法及装置能够实现大面积金属板带表面冶金的工业化生产要求。如在普通碳钢板材表面制备NR-CR冶金层,与不锈钢有同等耐腐蚀性能,可部分代替不锈钢板材。
 1133
0
1133
0
本发明公开了一种界面冶金结合的层状金属复合管工艺方法,包括:按复合管的长度和周长将界面冶金结合层状金属复合板下成条料的分条工序;将下好的条料卷制成管、并采用高频焊接将成型后对接处的基材封缝焊合的成型焊接工序;以及通过挤压使复合管的表面防腐层对接处封合的挤压封缝工序。该工艺方法省工、省时、省料,并且获得的复合管表面光滑、平整,几乎看不出缝隙,无论如何弯曲、变形,表面防腐层均不会从基材上脱落或剥离,十分理想地解决了界面冶金结合层状金属复合管的封缝难题,从而为界面冶金结合层状金属复合管的推广应用彻底扫平了障碍。
 1008
0
1008
0
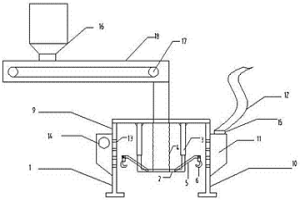
本发明涉及一种负压除尘冶金粉末包装机;冶金粉末通过输料管道从出料嘴出来进入到悬挂在悬臂上的包装袋进行包装,输料管道密封性能好冶金粉末灰尘的溢出少,溢出的冶金粉末灰尘通过吸尘管道、集尘罩和引风机将其排出,隔离门隔离了少量溢出的灰尘,该装置避免冶金粉末灰尘对生产员工造成伤害;提高了包装冶金粉末工作环境的质量,降低了冶金粉末灰尘对环境的污染,保护了生产员工的身体健康。
 954
0
954
0
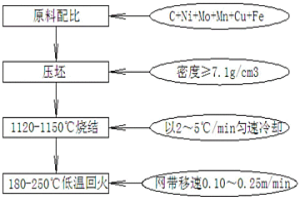
本发明涉及粉末冶金齿轮制造技术领域,具体涉及一种增强扭力和压溃强度的粉末冶金齿轮制造方法及应用。所述制造方法包括如下工艺步骤:(1)原料配比:0~1%的C粉、1~6%的Ni粉、0~2%的Mo粉、0~1%的Mn粉、1~5%的Cu粉和余量的Fe粉;(2)压坯:齿坯的密度在7.1g/cm3以上;(3)烧结:将齿坯放入烧结炉进行高温结炉,在保护气氛的作用下,经1120‑1150℃的高温烧结30‑40min,烧结完成后以2‑5℃/min的冷却速度冷却至常温;(4)回火:将烧结后的齿坯放入网带式回火炉进行低温回火,制成粉末冶金齿轮;其中,所述网带的移动速度为0.10~0.25m/min,所述低温回火的温度为180‑250℃。本发明提高了粉末冶金齿轮的扭力强度和压溃强度,同时提高了粉末冶金齿轮批量制造的稳定性。
 1088
0
1088
0
一种采用软氮化方式的冶金转子制造方法,包括以下步骤:以扩散合金粉为基粉,向其中添加天然鳞片状含0.4%的石墨粉,再放入混料机中混合1小时;采用粉末冶金压机通过双向摩擦方式进行压制,以硬质合金为模具,单位压制压力600MPa;在粉末冶金网带炉中进行烧结,将产品平放于陶瓷垫板之上,烧结温度为1100-1150℃,再添加氨分解气体;整形后的啮合间隙在0.05-0.12mm之间;在零件表面设置一层致密的淡化膜,其氮化温度为530-550℃,氮化层大于0.15mm。本发明利用粉末冶金工艺与软氮化方式可替代原始的粉末冶金工艺,可有效降低制造成本、提高产品质量和使用寿命;可提高生产效率,提高产品一致性。
 757
0
757
0
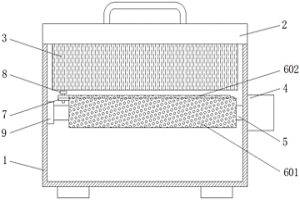
本实用新型涉及粉末冶金生产技术领域,尤其涉及一种粉末冶金件清洗设备,包括箱体,箱体的上部盖设有上盖,上盖的下端面设有清洁棉条,且清洁棉条延伸至箱体的内部,箱体外部一侧的中部通过螺钉安装固定有电机,电机的输出端通过联轴器安装固定有旋转轴,且旋转轴延伸至箱体的内部,旋转轴的外侧套设固定有筛框,筛框的上端面通过铰链开合设置有筛框盖。本实用新型中,此粉末冶金件清洗设备在使用时,可以对粉末冶金件进行多方位的清洗,提高了粉末冶金件的清洗效率,很好的满足了人们的日常使用需求。
 917
0
917
0
本发明公开了一种回收锆冶金固废中锆元素的方法,首先将锆冶金固废破碎研磨至100目以下后,溶解、过滤,获得滤液和滤渣,其次将滤渣进行清洗及烘干后,再次进行研磨至300目以下,进行氯化即可,而所获得的滤液循及清洗液环至溶解过程中。本发明的方法通过从锆冶金固废中回收锆元素,不仅减少了含锆冶金固废的堆存量及含锆冶金固废对环境的污染,且该方法有效提高了锆元素的回收率;此外,随着滤液循环使用,滤液中NaCl、KCl饱和析出能够用于提纯粗ZrCl4工序,滤液中微量有价元素逐渐富集,达到一定浓度后可进行提取。
 1222
0
1222
0
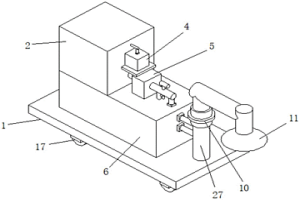
本实用新型提供一种用于冶金设备的降温装置,涉及冶金设备领域。包括底座,所述底座的上表面固定安装有回收装置,所述回收装置的上表面固定安装有降温室,该用于冶金设备的降温装置,通过设置制冷器和冷气管,有效的使得从进水管注入的水经过圆环管通过漏孔管喷洒出来,形成水雾更好的将水进行冷却降温,给冶金设备更好的降温,通过设置吸气泵将冶金设备上降温所产生的蒸汽吸收到回收装置内进行过滤净化,实现水的循环利用,通过设置可调节连接头有利于调节锥形盖的方向,使得冶金降温装置更灵活的对冶金设备进行降温处理,通过设置杂质过滤网和活性炭吸附网有利于更好的对废水进行净化处理,然后实现水的循环利用。
 1108
0
1108
0
本发明粉末冶金正时齿轮淬火感应装置,包括外圆齿轮加热感应装置,其特征在于:在外圆加热感应装置内还设有内孔加热感应装置;内孔加热感应装置与外圆加热感庆装置的并联成为一体;内孔加热感应装置的功率是外圆加热感应装置的功率的1/5-1/6。本发明采用两套感应装置并联方式,调整两套感应装置的阻抗,使粉末冶金正时齿轮外圆感应装置功率大、内孔感应器功率功率小、满足粉末冶金齿轮外圆、内孔同时加热时粉末冶金齿轮外圆淬火。减少了设备故障率。提高了产品质量。
 1012
0
1012
0
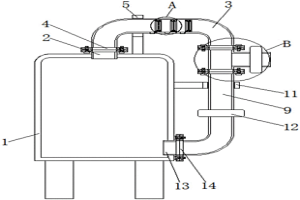
本实用新型公开了一种粉末物料冶金炉,包括冶金炉,所述冶金炉顶部的正中固定安装有出气管,冶金炉顶部的右侧设置有第一输送管,第一输送管左侧的一端套接第一托架,第一输送管内腔的中部设置有承载环,承载环内圈的中部设置有滤网,滤网的左右两侧对称设置有密封胶环,第一输送管的底部设置有封盖,冶金炉右侧的顶部设置有三通管,冶金炉右侧的中部设置有第二输送管,第二输送管顶部的一端套接第二托架,第二输送管的中部固定安装有第二密封阀。本实用新型所述的一种粉末物料冶金炉,形成烟气循环线路,为烟气的余热循环利用提供支持,避免了能源的浪费,并使循环路线的连接安装紧密,避免了烟气泄露造成污染。
 861
0
861
0
本发明公开了一种模具用粉末冶金材料及其制备方法,材料为Zn为4.6wt%-7.8wt%、V为2.5wt%-5.3wt%、Ni为3.5wt%-6.0wt%、Sc为0.9wt%-1.8wt%、Si为4.6wt%-7.2wt%、Al为5.8wt%-9.3wt%、Nd为0.06wt%-0.13wt%、Ho为0.03wt%-0.10wt%、余量为Fe;制备方法:步骤(1)将上述的原料进行高速混合,混合至上述的材料均匀;用球磨机对原料进行球磨;步骤(2):把球磨后的粉末冶金材料进行压制成型;步骤(3):把压制成型后的粉末冶金材料再进行高温烧结,冷却后为所述的模具用粉末冶金材料。
 844
0
844
0
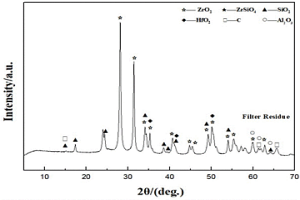
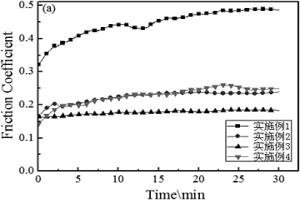
本发明公开一种铜基粉末冶金刹车片材料及其制备方法和应用,该铜基粉末冶金刹车片材料由如下重量百分比的原料制得:铜粉54wt%~67wt%,石墨13wt%,铁粉4wt%~17wt%,铁铬合金8wt%~14wt%,碳化硅1wt%~4wt%,二氧化硅1wt%~4wt%;其制备方法包括如下步骤:1)按配比称取原料,放入混料机中混配均匀;2)将混配好的原料装入模具中,在真空气氛或在氮气保护下采用热压烧结或放电等离子烧结得到综合性能优异的刹车片材料。制得的刹车片材料致密度和硬度高,摩擦系数稳定,耐磨损,综合性能优异,可以满足高铁列车制动摩擦片需求。该铜基粉末冶金刹车片材料可用于制备刹车片,制备方法为:采用Q235作基材,将制备铜基粉末冶金刹车片材料的原料与基材经热压烧结工艺进行复合烧结,得到刹车片。
 791
0
791
0
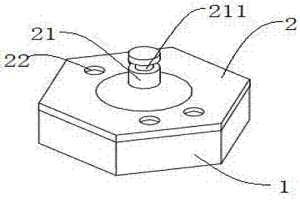
本实用新型公开了一种高速列车粉末冶金闸片用抗剪型摩擦块,包括相连接的粉末冶金摩擦块和金属支承块,所述粉末冶金摩擦块的外侧为摩擦面、内侧为与金属支承块连接的接触面,金属支承块的内侧与接触面连接、外侧中心设有中心柱和按中心柱中心对称的若干导柱,金属支承块与粉末冶金摩擦块通过加压烧结方式结合,加压烧结过程中,由导柱在粉末冶金摩擦块的接触面上形成凹槽。本实用新型的设计精巧,安装方便,能够提高摩擦块整体的抗剪性能,延长闸片的使用寿命,制动可靠性高,更好地满足高速列车的制动需求。
 1045
0
1045
0
本实用新型公开了一种粉末冶金齿形皮带轮,包括:皮带轮主体,所述皮带轮主体的外表面固定连接有皮带轮外层,同时所述皮带轮主体的中部通过轴承转动连接有转轴;保护层,所述保护层贴合设置在皮带轮外层的外表面;通风孔,所述通风孔在皮带轮外层与皮带轮主体的连接处开设设置,且通风孔与散热孔之间呈连通设置,所述皮带轮外层在皮带轮主体的外表面呈一体化固定连接,同时所述皮带轮外层在皮带轮主体的外表面呈锯齿状结构分布。该粉末冶金齿形皮带轮,方便提高粉末冶金齿形皮带轮自身的强度,以及方便提高粉末冶金齿形皮带轮的耐磨性能,同时也方便对粉末冶金齿形皮带轮进行充分的散热保护。
 949
0
949
0
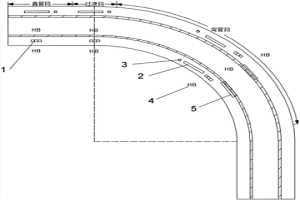
本发明涉及热处理技术领域,尤其涉及一种双金属冶金复合弯管热处理工艺,包括以下步骤:步骤一:基管堆焊:取双金属冶金复合管,在双金属冶金复合管的两端通过机加工出焊接坡度,在加工出的焊接坡度上堆焊与双金属冶金复合管相同材质的金属,然后通过机床车加工形成堆焊层;步骤二:弯制前处理:将双金属冶金复合管的一端堵塞,向其中灌注温度在140‑160℃的介质;步骤三:弯制:当步骤二中的介质温度冷却至80‑90℃之间时,采用弯管机弯制,制成双金属冶金复合弯管;有益效果在于:本发明能消除热感应弯制时所产生的热影响区,并保证产品性能以及复合层的耐蚀性能,本发明的尺寸精度高,内壁更为光滑,且本发明的硬度和韧带较好,使用寿命高。
 1063
0
1063
0
本发明公开了一种变速箱油泵转子制造用粉末冶金材料;所述粉末冶金材料的组成按照重量百分数包括:硼酸锌0.08~2%、石墨粉0.3~0.6%、硼铜合金粉1.8~3.2%、铁粉余量。本发明采用硼酸锌同时作为B的携带剂和润滑剂、硼铜合金作为硼酸锌的脱氧剂与铁粉,石墨粉,铜粉混合,然后普通压制压力下压制成零件坯料并烧结。在烧结过程中发生反应生成FeBX分布均匀,可以有效地促进了烧结颈的长大,圆化了孔隙,对珠光体的细化作用,生成的粉末冶金组织为细珠光体加圆化孔隙,从而提高了本粉末冶金材料的屈服强度与冲击强度,相比于添加硬脂酸硼作为硼的携带剂,更好地提高了材料性能。
 1106
0
1106
0
本实用新型公开了一种新型冶金用熔融石英颗粒生产装置,该装置属于天然石英加工领域;该装置由水洗机、破碎机、酸池、高温烧结炉、振动筛为设备,以天然石英石为原料,通过对天然石英石的水洗、破碎、酸洗、水洗、高温熔融、破碎、分级等一系列工艺加工而成,该工艺流程的主要优点是:使用通用设备、投资少、无污水废气排放、可批量生产出高质量的冶金用熔融石英颗粒,该产品主要使用于冶金行业。
 929
0
929
0
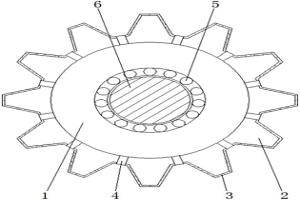
本实用新型公开了一种粉末冶金螺旋伞齿轮。它包括带有轴心孔的齿轮体,在所述的齿轮体的一个端面上设有伞状轮齿;在所述的轴心孔上设有轴向的销槽。该螺旋伞齿轮是通过粉末冶金工艺,成功制作的高精度、高强度粉末冶金螺旋伞齿轮零件。该螺旋伞齿轮的硬度值Hv(0.1)在600以上,渗碳厚度在0.30mm以上,齿沟振幅0.07mm以下,邻接齿距误差在0.02mm以下。该螺旋伞齿轮使用在高档工具类产品上,通过与对偶齿轮的配合,输出不同方向的力矩。该螺旋伞齿轮外形设计独特,可符合新型工具类产品的重量轻型化、尺寸小型化的要求。高精度保证了运转平稳,噪音小,节约能耗。
 776
0
776
0
本发明公开了一种含氧化钒的铁基粉末冶金复合材料及其制备方法,其组成按重量百分比为:氧化铝3.5~4.2%,铜6.2~7.8%,二氧化硅6~9%,硼酸5.5~6.7%,氧化钒2~2.7%,铁粉余量,制备方法包括:(1):对原料进行球磨,球料比为35:1~55:1,球磨时间为3.5h~4.5h;(2):将粉末冶金材料放入模具中,加压535~625MPa,压至密度为5.5~7.8g/m3;(3):把压制成型后的粉末冶金材料高温烧结,第一阶段温度为780~845℃,烧结3h,第二阶段温度为940~990℃,烧结3h,冷却后为所述的含氧化钒的铁基粉末冶金复合材料。
 833
0
833
0
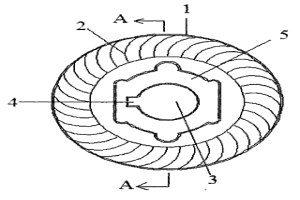
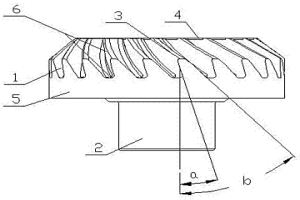
粉末冶金螺旋锥齿轮,涉及一种齿轮零件。包括呈锥台形的齿轮体,齿轮体大头端的中心位置连接有齿轮轴,在齿轮体的外围设有若干均匀分布的螺旋锥齿轮,螺旋锥齿的齿顶、齿根之间分别通过环形加强筋连接为一体。本实用新型采用先进的粉末冶金工艺,可进行工业化大批量生产出结构复杂的螺旋锥齿轮,并且采用粉末冶金工艺具有设备投资小,生产效率高,成本低,质量稳定的优点。本实用新型的螺旋齿的齿顶以及齿根之间分别通过环形加强筋连接为一体,提高了螺旋锥齿轮的密度和强度,并且便于压制成型。
 1163
0
1163
0
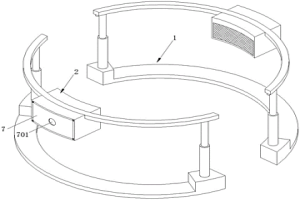
本实用新型公开了一种冶金用移动式除尘装置,包括至少两组相向设置的升降环轨以及设置于升降环轨上且与升降环轨的支撑轨道滑动配合的集尘箱,所述集尘箱在支撑轨道上设置有至少一组,所述升降环轨还包括底端稳定整体的支撑环板以及支撑环板上端面两侧设置的液压泵,所述支撑环板为弧形板状结构,且两组所述升降环轨的支撑环板的轴心一致,两组所述支撑环板之间设置有供金属包通过的通道,所述升降环轨的支撑轨道构造为弧形结构,且底端开设有供集尘箱滑动配合的槽,两组所述升降环轨的支撑轨道轴心一致。该冶金用移动式除尘装置,结构合理,易于适应冶金过程中金属包的位置做出适当的调节,适用性强,具有较高的实用价值。
 909
0
909
0
本发明公开了一种粉末冶金高速钢的成型方法,包括以下步骤,粉末压坯→热挤压→旋锻锻造→热处理等加工工艺成型,其中旋锻锻造工艺通过对成型过程中的粉末冶金高速钢加热和变形,进而逐渐缩小了粉末冶金高速钢棒料的体积,增大粉末冶金高速钢的密度以及硬度等。本发明对粉末高速钢热挤压后进行了旋锻变形,旋锻后所得M32粉末高速钢的基体组织是体心立方马氏体组织,高速钢组织细小且均匀,无明显的碳化物偏析,碳化物呈颗粒状弥散分布在基体上,孔隙呈圆形或者椭圆形、大部分孔隙尺寸小于2μm,经过旋锻变形处理的粉末高速钢整体机械性能提高,密度大,硬度以及抗弯强度高,且加热后的红硬性值高,市场前景好。
北方有色为您提供最新的江苏有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!











































































