全部
▼
ZnAl2O4包覆硼酸铝晶须增强铝基或镁基复合材料及其制备方 法,它涉及一种硼酸铝晶须增强铝基或镁基复合材料及其制备 方法。它解决了现有复合材料中硼酸铝晶须与基体浸润性差, 硼酸铝晶须与基体结合强度不高的问题,而且能够有效阻碍界 面反应的发生。 ZnAl2O4包覆硼酸铝晶须增强铝基或镁基复合材料由ZnO、硼酸 铝晶须和铝基或镁基三种原料制成。其制备方法:(一)将硼酸 铝晶须加入ZnO溶胶中;(二)制ZnO涂覆的硼酸铝晶须;(三) 制备 ZnAl2O4包覆的硼酸铝晶须预制块;(四)挤压铸造,即得到 ZnAl2O4包覆硼酸铝晶须增强铝基或镁基复合材料。ZnO与硼酸 铝反应生成的 ZnAl2O4包覆到硼酸铝晶须表面,提高了硼酸铝晶须与基体的浸 润性和界面结合强度,使复合材料的力学性能显著提高。
 1196
1196
 0
0
一种丙烯酸酯基隔音复合材料的制备方法,本发明涉及隔音复合材料的制备方法领域。本发明要解决现有闭孔发泡隔音复合材料工艺复杂,使用温域窄的技术问题。方法:以多种丙烯酸酯单体、乳化剂、催化剂、水和环氧丙烯酸酯为原料制备丙烯酸酯乳液;将丙烯酸酯乳液、交联树脂、阻燃剂和功能性填料共混,挤出制备丙烯酸酯基隔音复合材料。本发明降低了隔音复合材料的技术难度和生产成本,制备出一种使用温域宽,性能稳定的丙烯酸酯基隔音复合材料。本发明用于制备隔音复合材料。
 959
0
959
0
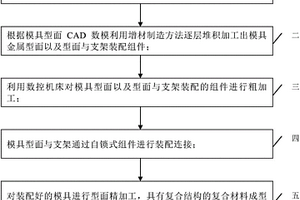
一种具有复合结构的复合材料成型模具的制造方法,属于复合材料成型技术领域,尤其涉及一种具有复合结构的复合材料成型模具的制造方法。针对大型、精密复合材料零件成型模具的成形精度低及制造成本高和使用寿命短的问题,本发明根据模具数模,加工复合材料模具支架,并对支架进行装配连接;根据模具型面CAD数模利用增材制造方法逐层堆积加工出模具金属型面以及型面与支架装配组件;利用数控机床对模具型面以及型面与支架装配的组件进行粗加工;模具型面与支架通过自锁式组件进行装配连接;对装配好的模具进行型面精加工,制造出具有复合结构的复合材料成型模具。本发明适用于复合结构的复合材料成型模具的制造。
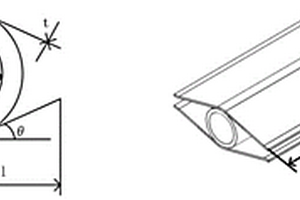
本发明提供了一种基于热模压成型工艺的复合材料波纹板‑管负泊松比结构及制备方法,主体为一个复合材料波纹板‑管负泊松比堆叠结构,内部为复合材料管结构,基于热模压成型工艺的复合材料波纹板‑管负泊松比结构主要采用树脂基纤维增强预浸料材料,使用热模压成型工艺及二次成型工艺进行制备,减少由于大批量生产需求带来的工作繁琐,成本过高的缺点,使得结构的制备更加经济高效。本发明中的基于热模压成型工艺的复合材料波纹板‑管负泊松比结构其在承受冲击载荷时,可通过波纹板‑管结构变形传递能量,且由于复合材料波纹板和复合材料管的结构力学性能不同,在压缩过程中会产生多阶段吸能特点,从而起到缓冲吸能的作用。
 1032
0
1032
0
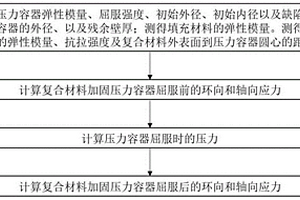
本发明公开了一种复合材料加固缺陷管道的应力计算系统及其计算方法。测得相关参数;计算复合材料加固缺陷管道弹性阶段管道基体缺陷区域环向应力、填充材料环向应力、复合材料环向应力、管道基体缺陷区域轴向应力和复合材料轴向应力;计算缺陷管道基体屈服时的压力;计算屈服后缺陷管道基体缺陷区域环向应力、填充材料环向应力、复合材料环向应力、管道基体缺陷区域轴向应力和复合材料轴向应力;计算爆破压力。本方法考虑了管道基体屈服前后弹塑性本构关系,可精确计算管道基体、填充材料以及复合材料从空载到管道爆破整个过程中在环向和轴向的应力。提高极限内压承载力计算的精度,并且方法简单,可操作性强。
 754
0
754
0
一种硅烷交联聚乙烯木塑复合材料及其制备方法,它涉及木塑复合材料及其制备方法。本发明要解决PE木塑复合材料长期在户外使用过程中由于吸水导致强度、韧性、抗蠕变性等各项性能下降的问题。木塑复合材料由聚乙烯、植物纤维、润滑剂、硅烷偶联剂、引发剂、催化剂和抗氧剂制备而成。制备方法:将植物纤维烘干并研磨,再将聚乙烯与润滑剂混合,然后将硅烷偶联剂、引发剂、催化剂和抗氧剂混合,并利用双螺杆挤出机得到硅烷交联聚乙烯木塑复合材料。本发明用于一种硅烷交联聚乙烯木塑复合材料及其制备。
 1104
0
1104
0
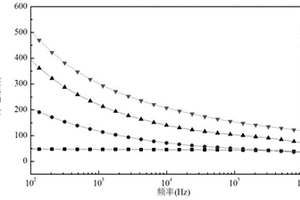
高介电常数聚偏氟乙烯基复合材料的制备方法,它涉及一种复合材料的制备方法。本发明是为了解决现有陶瓷类填料下聚偏氟乙烯基复合材料介电常数低的技术问题。方法:将碳酸钡、碳酸钙、二氧化钛和二氧化锆球磨后烘干,筛滤,放入到马沸炉中,得晶化的BCT-BZT陶瓷粉体,然后在碱性条件下同时滴入三氯化铁溶液和硫酸亚铁溶液,去除上清液,水洗至洗液pH值为中性,再抽滤、烘干,然后将所得产物与PVDF颗粒进行熔融共混,加温加磁处理,即得。本发明采用加温磁化处理,在磁场诱导下,使处于准同相界区域的BCT-BZT发生室温相变,从而显著提高BCT-BZT@Fe3O4/PVDF复合材料的介电常数(250~600)。本发明属于复合材料的制备领域。
 1149
0
1149
0
一种微胶囊化红磷阻燃木塑复合材料及其制备方法,本发明涉及一种阻燃木塑复合材料及其制备方法。本发明解决了现有红磷作为阻燃剂与塑料基体相容性差,加工过程存在毒性和危险性,阻燃木塑复合材料烟释放量大的问题。本发明的复合材料由木质纤维材料、偶联剂、润滑剂、热塑性塑料、微胶囊化红磷阻燃剂、协效阻燃剂制备而成。方法:一、称取原料;二、制备细化的红磷粉末;三、制备微胶囊化红磷阻燃剂;四、制备混合物料;五、制备预混料;六、制备阻燃木塑复合材料熔体;七、熔体经成型制得微胶囊化红磷阻燃木塑复合材料。本发明的木塑复合材料具有阻燃效果好,烟释放量少的优点。本发明用于制备一种微胶囊化红磷阻燃木塑复合材料。
 780
0
780
0
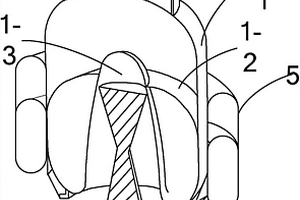
本发明提供一种提高空间利用率和结构效率的环形复合材料贮箱结构,属于航天器减重技术领域。本发明包括中间复合材料贮箱、上连接裙、下连接裙、外部环形复合材料贮箱和圆台环状体连接件;所述中间复合材料贮箱的内部通过隔板分成两部,上部用于存储推进剂,在中间复合材料贮箱的底部向上穿过隔板形成内凹式结构,下部与内凹式结构之间用于存储氧化剂;上连接裙和下连接裙分别固定在中间复合材料贮箱的顶部和底部;外部环形复合材料贮箱设置在中间复合材料贮箱外部,外部环形复合材料贮箱内分为上下两部,上部用于存储推进剂,下部用于存储氧化剂;圆台环状体连接件用于固定连接外部环形复合材料贮箱和圆桶形贮箱壁。
一种用X射线检测大型碳纤维增强树脂基复合材料构件残余应力的方法,涉及一种检测大型碳纤维增强树脂基复合材料构件残余应力的方法。本发明是要解决现有方法无法准确检测大型碳纤维增强树脂基复合材料构件残余应力的技术问题。本发明的方法为:一、将金属丝及胶膜制成新型应变片;二、将步骤一得到的新型应变片粘贴在大型碳纤维增强树脂基复合材料构件表面;三、用X射线检测法检测步骤二中粘贴于大型碳纤维增强树脂基复合材料构件表面的新型应变片的残余应力,然后经计算,得出大型碳纤维增强树脂基构件各部位的残余应力,即完成大型碳纤维增强树脂基构件的检测。本发明应用于大型碳纤维增强树脂基复合材料构件残余应力的测定领域。
 1018
0
1018
0
本发明涉及一种三维编织复合材料面外拉伸性能测试装置,包括两个分别与复合材料试件的两端端面粘合的金属加强块、两个分别夹持复合材料试件的两端的夹持组件,以及在拉伸测试时防止位于复合材料试件同一端的金属加强块和夹持组件出现沿拉伸方向的相对移动的定位组件;通过夹持组件对复合材料试件的两端提供夹持压力,在对试件实施面外拉伸载荷时产生夹持组件与试件端面之间的摩擦力,利用这部分摩擦力抵消一部分的载荷,减小粘接剂承受的载荷,从而避免粘接剂开粘;此外,利用摩擦力代替粘接剂承担一部分载荷,可以一定程度减小粘接面面积与测试段截面积的比值,对昂贵的三维编织复合材料具有更高的使用率。
 1019
0
1019
0
针对现有复合材料连杆的筒身和金属接头之间的耐久性差的问题,本发明提供一种复合材料与金属结合的连杆结构,属于飞机减重技术领域。本发明包括两个金属接头和复合材料筒身,两个金属接头分别与复合材料筒身的两端连接;每个金属接头包括两个金属耳片和一个金属连接结构,两个金属耳片设置在金属连接结构的首端,两个金属耳片和金属连接结构为一体结构;复合材料筒身为内外双筒结构;两个金属接头的金属连接结构的末端分别与复合材料筒身内筒的两个端部连接;沿着连杆的轴向方向,利用复合材料将两个金属接头的金属连接结构和复合材料筒身的内筒的缠绕在一起,并在内筒和金属连接结构的外表面形成复合材料筒身的外筒。
 846
0
846
0
本发明属于木塑复合材料技术领域,尤其涉及一种巴旦木/聚烯烃阻燃复合材料及其制备方法。本发明巴旦木/聚烯烃阻燃复合材料,由巴旦木外壳、聚烯烃、偶联剂、阻燃剂和润滑剂制备而成,本发明充分利用了巴旦木孔隙发达的特性,采用浸注法将阻燃剂、抗菌剂浸注到巴旦木外壳的孔隙中,与传统喷涂法将阻燃剂负载到稻壳、杨木等生物质原料表面相比,本发明能够增加阻燃剂载药率,提高复合材料的阻燃性;同时由于阻燃剂加载在巴旦木的孔隙中而减少了其与塑料基质的接触,将阻燃剂对复合材料力学性能的影响大大降低。本发明制备方法工艺简单,成本低,制备的阻燃复合材料可广泛应用于建筑装饰、家具制造、室内装修、汽车内饰和门窗型材等领域。
 954
0
954
0
氨纶纤维增强形状记忆聚合物复合材料,它涉及一种形状记忆聚合物复合材料。本发明解决了现有形状记忆聚合物复合材料可回复应变低的问题。形状记忆聚合物复合材料由形状记忆聚合物材料和氨纶纤维组成。本发明的氨纶纤维增强形状记忆聚合物复合材料的可回复应变达到了10%以上,具有较大的可回复应变,再回复时又能够输出较大的外力。
 959
0
959
0
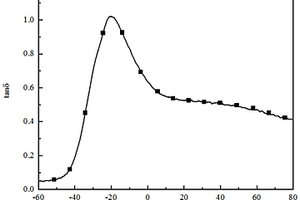
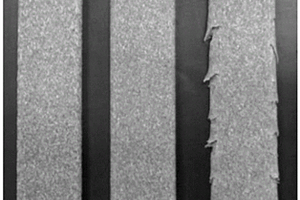
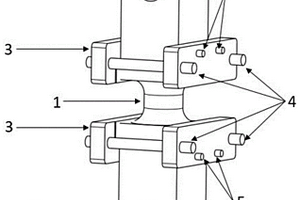
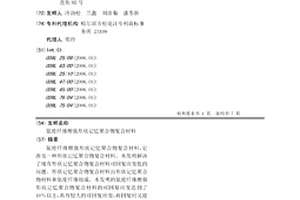
一种测试纤维增强复合材料界面脱粘温度和滑移温度的方法,本发明涉及复合材料界面脱粘和界面滑移的检测方法。本发明是要解决现有的复合材料界面脱粘缺陷检测方法只能事后检测,无法实时检测和预测的技术问题。本方法:一、从增强复合材料上取出试样;二、将试样垂直放置装卡于热膨胀仪的石英支架上,匀速升温至破坏温度T,得到温度‑时间和应变‑时间变化曲线;三、数据处理得到试样的应变‑温度变化曲线;应变‑温度变化曲线上进入中温平台区的拐点所对应的温度T1为界面脱粘温度,出中温平台区的拐点T2为界面滑移温度。本法可快速测定复合材料在热循环过程中发生界面脱粘和滑移的过程,适于连续纤维增强的金属基、陶瓷基和树脂基复合材料。
 1105
0
1105
0
本发明提供了一种运用压电纤维复合材料的自适应后缘驱动装置,属于后缘驱动装置技术领域。本发明所述压电纤维复合材料粘贴在基板的上下两侧的表面上。所述压电纤维复合材料呈阵列式粘贴在基板上,所用粘贴剂为环氧树脂。所述的压电纤维复合材料各自连接一个独立的高压电源,高压电源的输出范围为-500V~+1500V。本发明各压电纤维复合材料所使用的高压电源相互独立,输出电压互不干扰,因此各压电纤维复合材料输出的驱动力相互独立,可驱动基板发生多种形态的变形,将本发明安装到机翼上可替代常规舵面控制飞机的飞行状态。本发明利用了压电纤维复合材料响应速度快、轻质、易于控制的优点,可驱动基板发生连续光滑的多种形态的变形。
一种碳纤维?碳纳米管复合强韧化ZrC陶瓷复合材料的制备方法及应用,涉及一种ZrC陶瓷复合材料的制备方法及应用。是要解决ZrC基超高温陶瓷材料强度低、断裂韧性差的问题。方法:一、碳纤维三维编织体的预处理;二、碳纤维表面金属催化剂的加载;三、碳纤维?碳纳米管复合增强体的制备;四、CF?CNTs/ZrC陶瓷基复合材料的制备。本发明陶瓷基复合材料的孔隙率为74%~81%,密度为0.61~1.17g/cm3,具有多孔轻质的特性,压缩强度可达到23.64MPa,断裂韧性可达到4.63MPa·m1/2。本发明用于复合材料领域。

一种具有光催化降解亚甲基蓝的木质素碳/钨酸铋新型复合材料及其制备方法,涉及一种具有光催化降解亚甲基蓝的木质素碳/钨酸铋新型复合材料及其制备方法。本发明公开一种木质素碳/钨酸铋新型复合材料的制备方法,目的在于发现了一种新型复合材料从而提供一种木质素碳/钨酸铋新型复合材料的制备方法。并且对该复合材料进行了光催化性能的研究。研究表明,该复合材料对亚甲基蓝的光催化降解效率在2.5 h之后可达99.1%,是单独钨酸铋的1.1倍。
一种包覆态人工腐殖酸/无定形铁矿物复合材料的制备方法及应用,它涉及一种无定形铁矿物复合材料的制备方法。本发明的目的是要解决现有无定形铁矿物复合材料易团聚聚集、组分构成单一以及应用价值有限的问题。方法:一、制备人工腐殖酸;二、制备无定形铁矿物;三、包覆,得到包覆态人工腐殖酸/无定形铁矿物复合材料。一种包覆态人工腐殖酸/无定形铁矿物复合材料用于移除富养化水体中的磷酸盐。本发明制备的包覆态人工腐殖酸/无定形铁矿物复合材料移除P的最大吸附容量高达12.898mg/g。本发明可获得一种包覆态人工腐殖酸/无定形铁矿物复合材料用于移除富养化水体中的磷酸盐。
 855
0
855
0
本发明涉及一种准连续网状结构复合材料的制备方法,具体涉及一种用粉末冶金和原位反应自生成相结合制备氧化铝增强铝基复合材料的制备方法,解决现有复合材料中原材料成本高、工艺复杂和制备方法中存在润湿性差、界面结合强度低等问题。方法如下:一、将氧化硼粉进行烘干;二、将铝粉和氧化硼粉放入到滚筒容器进行混粉;三、将混合好的粉末进行热压烧结,即制得准连续网状结构复合材料。本发明制得的复合材料可应用于交通运输业的汽车发动机、阀门、驱动轴等零部件中。
 835
0
835
0
本发明涉及一种新的复合材料制备工艺,尤其是一种NiAl基复合材料板材轧制成形技术,包括1、陶瓷颗粒增强的铝基复合材料板材的制备;2、镍铝复合板材的制备;3、镍铝复合板材的热处理。本发明解决了NiAl基复合材料板材的制备问题,主要应用于NiAl基复合材料板材轧制成形。
可控体积份数SiCp/Al复合材料的压力铸造制备方法,它涉及一种压力铸造新方法,主要是应用于颗粒增强金属基复合材料的制备方法。传统的压力铸造工艺很难控制复合材料中增强体的体积份数。本发明的制备过程包括将SiCp颗粒与铝粉混合配制混合粉末,然后将混合粉末制备成预制块,再采用二次加压法进行压力铸造等三个步骤来制备SiCp/Al复合材料,利用本发明方法制备的SiCp/Al复合材料具有体积份数低(小于30%)、可塑性强等优点,在300℃时,挤压比可以达到36∶1以上。
 928
0
928
0
一种提高硼酸铝晶须增强铝铜基复合材料力学性能的方法,涉及一种提高铝基复合材料力学性能的方法。本发明是为了解决现有的硼酸铝晶须增强铝基复合材料的力学性能差的技术问题。本发明:一、基体合金元素的添加;二、制备铝铜合金铸锭;三、制备硼酸铝晶须预制件;四、挤压铸造;五、热处理。本发明向纯铝中加入合金元素铜,利用形成的二元合金作为复合材料的基体。在复合材料的制备过程中通过基体合金元素含量的变化来改变复合材料的界面结构与状态,改善界面润湿性,提高晶须与基体的界面结合,同时通过对复合材料进行后续热处理调整复合材料的微观组织结构进一步提高复合材料的抗拉强度与断裂延伸率。本发明应用于制备铝基复合材料。
 1065
0
1065
0
形状记忆聚合物及其复合材料智能模具制备方法及应用,本发明涉及形状记忆聚合物及其复合材料智能模具的制备方法和在材料成型工艺中的应用。它是为了解决传统模具在材料成型工艺过程中的不可重复使用性,劳动成本高、材料生产成本贵和生产效率差等问题,提出的以形状记忆聚合物及其复合材料为原料制备智能模具方法及在材料成型领域中的应用。形状记忆聚合物及其复合材料智能模具制备方法及应用通过以下步骤实现:(一)确定聚合物和纤维增强相的种类;(二)复合材料的结构设计;(三)确定制备工艺;(四)确定固化方式;(五)将在形状记忆聚合物及其复合材料智能模具上固化的材料与模具脱模。

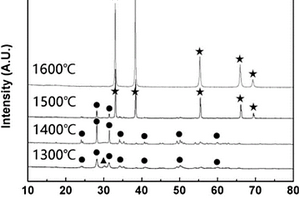
一种Ti2AlN/TiAl复合材料组分精确调控的制备方法,它涉及一种复合材料的制备方法。本发明解决了现有制备Ti2AlN/TiAl复合材料的方法易引入杂质,难以实现大范围控制Ti2AlN体积分数的问题。本方法如下:一、将Ti粉、Al粉、TiN粉粉末按一定比例放入液体分散剂中球磨后烘干,得混合粉体;二、将混合粉体放入石墨模具中,然后分别在700℃、900℃、1300℃的条件下保温保压,再随炉冷却至室温,即得Ti2AlN/TiAl复合材料。本发明制备Ti2AlN/TiAl复合材料的方法不引入杂质,通过调整TiN粉的加入量可以大范围控制Ti2AlN的体积分数。
 914
0
914
0
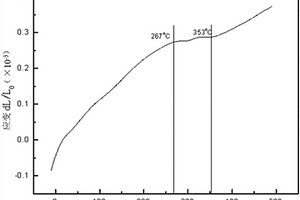
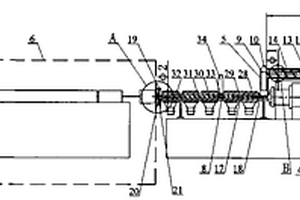
一种基于单螺杆挤出的一步法木塑复合材料挤出成型设备,它涉及一种木塑复合材料挤出成型设备。针对一步法平行双螺杆双阶木塑复合材料挤出成型设备结构复杂、造价高、能耗高,尤其是平行双螺杆的功效未能很好利用问题。第一驱动装置(2)与定量喂料预热装置(4)传动连接,定量喂料预热装置(4)通过真空脱挥发装置(5)与单螺杆挤出装置(8)相连通,第二驱动装置(3)与单螺杆挤出装置(8)传动连接,单螺杆挤出装置(8)与模具定型装置(6)连通,模具定型装置(6)的出料口的一侧设置有牵引切割装置(7),第一、第二驱动装置及单螺杆挤出装置(8)均固装在机架(1)上。本发明的整体结构简单、成本低、能耗低、混合分散和挤出减压能力强,可用作一步法木塑复合材料挤出成型的专用设备。
 1167
0
1167
0
一种用X射线检测在役复合材料构件残余应力的方法,涉及一种检测在役复合材料构件残余应力的方法。本发明是要解决现有检测在役复合材料构件残余应力的方法存在的对构件造成损伤,得到的残余应力大小不准确的技术问题。方法为:一、将金属丝平行粘贴于在役复合材料构件表面;二、用X射线检测法检测粘贴于在役复合材料构件表面的金属丝的残余应力,然后经计算,得出在役复合材料构件各部位的残余应力,即完成。采用本发明测定在役复合材料构件的残余应力,既能保证不会对构件造成损伤,又能得到准确快捷的在役构件的残余应力大小,即该检测方法具有无损、可以检测在役构件、操作简便等优点。本发明应用于在役复合材料构件残余应力的检测领域。
 1137
0
1137
0
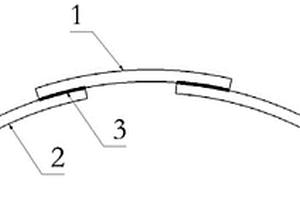
本发明属于复合材料修理技术领域,涉及一种薄壁带曲率复合材料层压结构穿透损伤的修理方法,所述方法采用一个外表面与复合材料件损伤区域的内表面曲率一致的泡沫背板作为辅助工装,在复合材料件损伤区域填充填料,包含以下步骤:新制一个泡沫背板,所述泡沫背板的外表面与复合材料件损伤区域的内表面曲率一致,大小大于损伤区域周圈15mm‑20mm;将泡沫背板固定在复合材料件损伤区域的内表面;在复合材料件损伤区域填充填料,然后在外表面铺放修理布,修理布的层数比损伤区的层数至少多一层,固化成型;本发明修理方法与常用的胶接补片和湿铺贴修理方法相比不需新制复合材料补片成型工装或钣金背板工装,有效降低了修理成本。
 1101
0
1101
0
含磁致伸缩陶瓷颗粒混合增强的铝基复合材料,它涉及一种铝基复合材料的组合物。本发明的目的是为解决已有金属基复合材料存在的热错配应力问题。本发明磁致伸缩陶瓷颗粒增强体和陶瓷相增强体混合后的体积占三种成分总体积的5~50%,铝基体占三种成分总体积的50~95%,磁致伸缩陶瓷颗粒增强体占磁致伸缩陶瓷颗粒增强体和陶瓷相增强体混合后总体积的0.1~50%,陶瓷相增强体占磁致伸缩陶瓷颗粒增强体和陶瓷相增强体混合后总体积的50~99.9%。本发明的优点是:铸态含磁致伸缩陶瓷颗粒混合增强的铝基复合材料具有较高的抗拉强度,通过脉冲磁场热处理后,复合材料的热错配应力得以松弛,抗拉强度和延伸率得以提高,塑性也有较大的提高。
 1071
0
1071
0
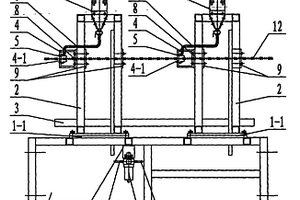
复合材料拉挤制品后续工艺铺层用加压浸胶系统,它涉及一种复合材料拉挤制品后续工艺铺层用浸胶系统。本发明解决了现有的复合材料拉挤制品后续工艺铺层用浸润系统存在的原材料无法充分浸润,无法满足高性能复合材料拉挤制品生产需求,且操作不方便的问题。本发明的底架上安装有两个支撑架,支撑架上安装有浸胶环支架,浸胶环支架内安装有增压式浸胶环,支撑架的上端安装有气压式压力胶槽,气压式压力胶槽的下端通过输胶管与浸胶环连通,气压式压力胶槽的上端通过压力气管与压缩空气压力调解阀连接,支撑架上安装有工装板。本发明保证了原材料充分浸润,满足了高性能复合材料拉挤制品生产需求,且操作方便。
北方有色为您提供最新的黑龙江有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


































































")








