全部
▼

 1110
1110
 0
0
本发明一种锂电池铝塑膜内胶快速选择方法,其步骤一、配制胶水,在已经复合好尼龙和流延聚丙烯的成品铝塑膜的尼龙面用配制好的内胶进行涂覆并熟化,在内胶涂层表面滴电解液,以小时为单位观察出现腐蚀的情况;步骤二、配制胶水,用于流延聚丙烯薄膜和铝箔的复合,然后对铝塑膜的CPP面进行剥离强度的测试;步骤三、将铝塑膜进行热封,对热封后的铝塑膜进行热封部位的剥离强度测试;步骤四、按滴电解液出现腐蚀情况的时间从短到长、成品铝塑膜的CPP面剥离强度从小到大、热封强度从小到大的主次顺序依次选择铝塑膜内胶。本发明提供的是一种操作方便、可行性强,可快速、定量地选择出性能优良的铝塑膜内胶以作为锂电池包装材料的锂电池铝塑膜内胶选择方法。
 991
0
991
0
本发明涉及一种锂硫电池功能性隔层的制备方法,所述方法首先制备硫掺杂金刚石,随后利用静电纺丝将其与碳纳米管一同织构成自支撑锂硫电池功能性隔层。本发明有效缓解了现有技术制备的锂硫电池中多硫化物“穿梭效应”明显,以及电池的电化学性能不稳定的缺陷。
 1081
0
1081
0
本发明涉及锂电池保护膜技术领域,具体为一种环保型锂电池铝塑保护膜,包括外膜层,所述外膜层的上端贴覆有一防刮层,所述外膜层的下端贴覆有一耐高温层,所述耐高温层的下端贴覆有一经过处理的金属铝箔层,所述金属铝箔层的下端贴覆有一热封层,本发明提供的环保型锂电池铝塑保护膜,经处理后的金属铝箔层具有非常良好的抗氧化性、抗裂纹敏感性和可锻性,在金属铝箔层经过回火和深冷处理后,冷热交替将金属铝箔层表层的杂质清除,浸泡在混合液中形成一层金属氧化物膜层,使得生产过程更加简便,提高金属铝箔层的耐电解液性能,有效提高材料的阻隔性,有效延长了保护膜的使用寿命,具有突出的实质性特点和显著的进步。
 1128
0
1128
0
本发明公开了一种石墨烯复合材料及其制备方法与其在锂离子电池负极,包括利用改进的Hummers法氧化还原石墨粉,同时添加黄糊精作为稳定剂,丙氨酸作与水合肼共同作用氧化石墨烯制备得到氨基功能化的石墨烯。进一步通过高能球磨与SnO2/SiO粉体混合,再经高温煅烧制备得到石墨烯/SnO2/SiO复合材料。本发明制备得到的复合材料以有效降低石墨烯的团聚程度且比表面积大、导电性能高。此外还公开了一种利用此复合材料制备得到一种锂离子电池负极,可以大大提高锂离子电池的循环性能。
 978
0
978
0
本发明提供一种快充型锂离子电池及制备方法。所述快充型锂离子电池正极片包括正极集流体及层叠叠设的正极碳层、正极材料层;正极材料层的材料包括正极导电剂、正极粘结剂、具有包覆层的正极活性物质;正极导电剂各组分按质量比为导电炭黑:碳纳米管:石墨烯=1:1:(0.1~0.5),石墨烯由化学气相沉积法制备且层数≤5,尺寸为300~700nm;负极片包括负极集流体及依次层叠叠设的负极碳层、负极材料层;电池采用端面焊接方式进行焊接。本发明的锂离子电池容量5000mAh及以上,具有良好的导电特性,同时表现出良好的倍率充放电性能,充电倍率可超过6C,且大倍率充放电的循环寿命达到1500周容量保持率在85%及以上。
 1080
0
1080
0
本发明公开了一种聚合物锂离子电池快速活化方法,该方法包括以下步骤:(1)向未封口的聚合物锂离子电池中注入电解液,再进行抽真空预封;(2)将预封后电池放置温度30℃~45℃中,浸润时间控制6~24h;(3)在聚合物锂离子电池高温夹具化成柜两面施加恒定的夹紧压力后进行预充和化成;(4)将化成后的电池进行第二次抽真空后封口,即完成电池活化过程。本发明不仅能有效地改善化成时电池内部充电时电流的密集均匀性、温度与压力的匹配性,避免化成充电时产生的电池极化及鼓胀情况,生成较稳定的SEI膜(固体电解质界面膜),同时大大地缩短了活化时间,显著提高生产效率。
 1168
0
1168
0
本发明公开了该新型能源汽车用三元锂离子动力电池极耳焊接装置,两个顶杆带动顶板上下移动可以根据不同工作者的身高调节合适的高度,解决了现有的新型能源汽车用三元锂离子动力电池极耳焊接装置上的工作台不能根据工作者的身高进行高度调节,使得在焊接过程中操作困难的问题,反之通过第一压缩弹簧的弹性使竖杆带动压板复位,通过橡胶垫将电池极耳固定在电池上,避免焊接过程中人工受伤,解决了现有的新型能源汽车用三元锂离子动力电池极耳焊接装置不能对极耳进行固定,需手持极耳,使得在焊接过程中会误伤工作者的问题。
 1044
0
1044
0
本发明提供一种硅碳负极锂离子电池,包括正极片、负极片、隔膜及电解液,正极片包括正极集流体及涂覆于正极集流体表面的正极浆料,负极片包括负极集流体及涂覆于负极集流体表面的负极浆料,正极浆料包括镍钴锰酸锂三元正极材料、导电剂及正极粘结剂;负极浆料包括硅碳负极材料、导电剂及负极粘结剂;电解液包括有机溶剂、锂盐、负极成膜剂及功能添加剂,功能添加剂包含聚硅醚与LiPC4O4F2,聚硅醚在电解液中的质量百分含量为2‑10%,LiPC4O4F2在电解液中的质量百分含量为0.1‑2%。
 724
0
724
0
本发明涉及一种拆除的装置,尤其涉及一种串联锂电池回收拆除的装置。要解决的技术问题是:提供一种能够实现自动拆分和操作简单的串联锂电池回收拆除的装置。本发明的技术方案为:一种串联锂电池回收拆除的装置,包括有支撑架、盛料板、第一支架、第一滑套、刀片和第一弹簧,支撑架上部设有盛料板,盛料板两侧均连接有第一支架,第一支架之间连接有第一滑套,第一滑套上滑动式连接有刀片,刀片和第一滑套之间连接有第一弹簧。通过夹紧机构、调节机构和放料机构之间的配合,可以根据电池大小,对刀片的高度进行调整,在电池移动过程中,能够都电池进行夹紧。
 717
0
717
0
本发明公开的属于电池性能测试技术领域,具体为一种新电极结构智慧钛酸锂电池及其性能测试方法,包括以下几个步骤:S1、首先将电池本体放置于升降支撑机构的顶部,且位于两个夹持机构之间,将测试板推动至测试机构的底部,解决了现有的电池测试性能方法只能对单个面的抗压抗冲击力进行测试,当需要测试另外几个面时,需要使用者取出进行重新放置,这样会导致测试的效率低下,影响测试效率,且会增加人工成本,酸锂电池进行抗冲击和抗压性能测试时,如酸锂电池的抗压能力达到极限时,会导致破碎,其碎片会在压力的作用发生迸溅,容易对操作者造成伤害,存在着安全隐患的问题。
 754
0
754
0
本发明公开一种6微米锂电铜箔连续收卷装置,包括机箱,设置在机箱内的缓存张紧装置,收卷装置和切割装置;缓存张紧装置设置于机箱顶部一侧;收卷装置通过支座安装于机箱中部;切割装置安装于机箱侧壁。本发明通过缓存张紧装置将处理好的6微米锂电铜箔进行调节张紧,再通过收卷辊的伸缩调节,使其在同一水平面上收卷,通过可复位的切割装置将铜箔切断完成收卷,再通过进一步调节收卷辊,将收卷好的6微米锂电铜箔进行托辊,结构严谨,操作简单,实用性强。
 799
0
799
0
本发明涉及锂电池生产工艺技术领域,公开了一种锂电池生产线上空托盘的回流调度方法及系统,其包括如下步骤:判断托盘进入分选工序之前是否为空托盘;当托盘为空托盘时,则将该空托盘越过分选工序直接输送至装盘工序;当托盘为非空托盘时,则进入分选工序,将电池分离出托盘以形成空托盘,并将空托盘输送至装盘工序;判断装盘工序是否空闲;当装盘工序为空闲时,将空托盘输送进入装盘工序,并将装盘工序完成后的托盘送入浸润工序;当装盘工序为繁忙时,将空托盘越过装盘工序直接送入浸润工序。能够对锂电池生产线上的空托盘进行智能调度,调整空托盘的转运目的地,避免因无法及时消耗空托盘而导致的生产停机现象。
 706
0
706
0
本发明提供一种极耳、极片及锂离子电池。其中,本发明提供的一种极片,包括:集流体、活性物质层、以及极耳,所述活性物质层设置在所述集流体的正反两个表面和/或所述集流体的正反两个表面中的其中一个表面上,所述集流体长度方向的至少一端留有未设置所述活性物质层的空箔区,所述极耳设置在所述集流体长度方向一端的所述空箔区上,所述极耳包括第一段和与所述第一段连接的第二段,所述第一段的顶面的两侧均具有向下凹陷的凹部。本发明提供一种极耳、极片及锂离子电池,用以至少解决极片加工成锂离子电池中,由于极耳结构引起的极片加工成电芯表面的平整度不理想的技术问题。
 799
0
799
0
本发明提供一种正极片及含有该正极片的锂离子电池。本发明通过控制正极集流体表面涂覆的安全涂层和正极活性材料层,特别是控制安全涂层中的第一正极活性材料的选择,通过NCM材料和LCO材料的掺混,将高电压小颗粒钴酸锂作为安全涂层的填料之一,掺入的高电压钴酸锂可以为NCM材料提供支撑,既利用安全涂层可以避免铝箔毛刺导致负极与铝箔短路失效,改善机理提高了安全性,同时又能保证上述改善安全性的过程中,改善由于NCM材料颗粒破碎导致的循环容量衰减及高温内阻增长大的问题。
 821
0
821
0
本发明涉及一种新型二次锂离子电池的工作原理、结构设计和制备方法。其电化学反应包含二套机理:①电解质为活性物质,其中含有活性变价离子,在催化剂的作用下,电解质中的活性离子在正、负极表面发生可逆化学价变化,释放或者吸收电子;②锂离子在正、负电极之间作摆钟式迁移和正极活性离子M化学价随之变化。这二部分电化学反应可以同时发生,也可以先后发生,随着充放电的条件不同而变化。与现有锂离子电池相比,在本发明中,具有双活性离子机理的电池,可以提升电池的放电容量60%,重量能量密度可达280WH/KG,体积能量密度可达740WH/KG。
 875
0
875
0
本实用新型涉及锂离子电池电极材料领域,具体涉及用于石墨烯磷酸铁锂电池正极材料生产的搅拌装置,包括箱体、入料口和搅拌机构,搅拌机构包括在箱体内部从上至下依次设置的若干个搅拌通道,若干个搅拌通道依次连通;若干个搅拌通道内均同轴设置有等长的搅拌器,搅拌器的周向设有螺纹状的搅拌叶片,搅拌器的一端连接有用于周向转动搅拌器的动力机构。本方案解决了因材料搅拌不均匀而导致的电池使用寿命减少的问题。
 918
0
918
0
本实用新型公开了一种软包圆柱形锂电池上料扶正机构,包括倾斜设置的料盒、托料块、第一推送机构和扶正块,所述料盒的下端开设有出料口,所述第一推送机构包括第一气缸和第一推送块,所述托料块位于出料口的正下方,所述扶正块和第一推送块分别位于出料口与托料块之间的两侧,所述扶正块靠近托料块的一端设置有水平入口,另一端设置有垂直出口,从水平入口到垂直出口之间设置有弧形轨道,所述第一气缸驱动第一推送块沿朝向水平入口的方向往返移动;本实用新型解决了软包圆柱形锂电池的自动扶正站立并摆放成排的技术问题。
 1041
0
1041
0
一种提高产品一致性和循环寿命的液态锂离子电池制造方法,在制造电池正极的过程中,包括步骤①:采用其上带有均匀分布孔的铝箔作为电池正极集流体,并在该铝箔的正反两面涂覆活性物质;在制造电池负极的过程中,包括步骤②:采用其上带有均匀分布孔的铜箔作为电池负极集流体,并在该铜箔的正反两面涂覆活性物质。采用本发明方法,锂离子在充放电过程中不仅能够从正对着的正负极活性物质中嵌入/脱出,而且能够通过铝/铜箔上的通孔而穿越到反面,使铝/铜箔两面的活性物质都能够得到应用。这样一来,即使活性物质涂布不均匀,也能够保证锂离子整体反应的均一化,从而提高电池的一致性和循环寿命,同时使电池内阻降低。
 872
0
872
0
本实用新型公开了一种用于强光手电耐磨的锂电池,包括电池主体,所述电池主体的上端外表面设置有正极盖帽,所述电池主体的下端外表面设置有PCB板。本实用新型所述的一种用于强光手电耐磨的锂电池,设有正极盖帽与PCB板,能够在使用前将电池主体安装在强光手电对应的电池槽内,然后通过正极盖帽表面凸起的帽尖来加强正极的接触,使得整体的接触效果更佳理想,确保电流的正常而稳定通过,并能在使用PCB板时针对电池主体起到一定的电流保护效果,再加上PCB板的底片采用的是钢片,这样一来就使得电池主体的底部耐磨性有效加强,最终延长了整体的使用寿命,使得整体的使用效果更加理想,带来更好的使用前景。
 906
0
906
0
本实用新型涉及一种包含蜂窝状孔结构聚合物涂层的锂离子电池隔膜,锂离子电池隔膜包括:多孔基膜,聚合物涂层,混合涂层,混合涂层设置在多孔基膜的另一侧表面上,机聚合物纳米纤维层设置在混合涂层与多孔基膜之间。本申请提供的上述方案,多孔基膜孔径大、聚合物涂层的孔隙率高,从而有效避免了涂覆隔膜容易发生堵孔及透气不良的问题;同时纳米红磷颗粒能够有效地吸附多硫化物,很好地抑制飞梭效应,将导电碳引入电池隔膜中,能为纳米红磷颗粒纳米粒子提供导电网络,电池隔膜使用超低成本的纳米红磷颗粒作为原材料,成本低,便于大规模制备。
 812
0
812
0
本实用新型公开一种接线可靠的锂电池电芯模组,包括有两个以上的电芯、托架、接线板;电芯呈扁平状,其具有正极极耳和负极极耳;所述托架具有若干定位槽;接线板上布置有若干过线孔;电芯放置定位于相应的定位槽内;接线板定位于托架的一端且电芯的正极极耳和负极极耳穿过相应的过线孔,相邻电芯的正极极耳和负极极耳弯折贴合在接线板的外表面并通过焊线连接;以及,于接线板的外表面设置绝缘胶将焊线及其所连接的正极极耳和负极极耳覆盖并固定于接线板上;如此,有效提升了锂电池电芯模组的接线可靠性,其可以依需组合应用于移动电源等产品中,由于其进行了基础定位及焊线稳固性保证,可以直接应用于产品中,也可外加壳体再应用,通用性佳。
 761
0
761
0
本发明属于锂离子电池技术领域,尤其涉及一种锂离子电池阳极极片,包括集流体和设置在集流体表面的底层膜片,以及设置在底层膜片表面的顶层膜片,底层膜片和顶层膜片均包括活性物质、粘接剂和导电剂,底层膜片中的活性物质为石墨,顶层膜片中的活性物质为硅、硅合金和锡合金中的至少一种。相对于现有技术,本发明的锂离子电池阳极极片通过在具有大膨胀趋势的顶层膜片和集流体之间设置具有缓冲作用的石墨阳极底层膜片,顶层膜片的大膨胀趋势被底层膜片抵消掉一部分,从而解决了硅阳极和合金阳极在充电过程中的膨胀脱膜问题,而使采用硅阳极和合金阳极材料来电池的提高能量密度成为可能。
 723
0
723
0
本发明涉及一种电池的密封组件及其制作方法,所述密封组件包括:包括:陶瓷环、金属环以及芯柱,所述陶瓷环的中部形成有内孔,所述金属环连接于所述陶瓷环外侧,所述芯柱连接于所述陶瓷环的内孔中,所述芯柱为钛或钛合金的芯柱。所述制作方法包括下述步骤:将钛或钛合金的芯柱连接于陶瓷环的内孔中;再将金属环连接于陶瓷环的外侧,得到所述的电池的密封组件。本发明还提供了采用这种密封组件的锂离子电池。本发明采用钛或钛合金作为芯柱,并且采用钛基焊料对所述芯柱与陶瓷环进行焊接,所述钛基焊料层不含可发生嵌锂、脱锂的成分,在耐电化学腐蚀方面具有很强的优势,使得本发明的电池的密封组件具有更长的使用寿命。
 772
0
772
0
本申请涉及锂电池生产设备技术领域,特别涉及一种锂电池电芯裙边去毛刺装置,包括用于夹紧电芯的夹持组件、至少一组打磨组件、以及驱动打磨组件沿电芯裙边移动的驱动组件;还包括朝向所述电芯设置且用于检测电芯裙边毛刺的检测组件。通过打磨组件对电芯裙边的毛刺进行打磨,确保电芯裙边的毛刺在合格的范围内,通过检测组件对夹持组件上电芯裙边的毛刺进行测量和定位,再通过驱动组件驱动打磨组件对裙边毛刺进行打磨,提高对毛刺打磨的精准,确保后续电芯的生产质量,而且可以实现高效去毛刺,提高生产效率,相比于人工用砂纸或毛刷来打磨毛刺的生产模式,通过打磨组件配合检测组件可以实现打磨精度高和效率高的目的,毛刺去除效果好。
 867
0
867
0
本实用新型适用于锂电池技术领域,提供了一种极耳连接结构及软包锂电池,极耳连接结构包括极耳组件,极耳组件具有靠近电芯设置的焊接区,极耳连接结构还包括环设于极耳组件上的固定组件,固定组件设置于焊接区处,固定组件包括可拆卸连接的第一固定件和第二固定件,第一固定件和第二固定件分设于极耳组件的相对两侧。本实用新型提供的极耳连接结构,固定组件环设于极耳组件上,且该固定组件包裹焊接区,能够密封极耳组件的焊接区,防止极耳组件的焊接区弯折后触碰到铝塑膜或者极片;另一方面,第一固定件和第二固定件之间可拆卸连接,便于将第一固定件和第二固定件安装于极耳组件上。
 1126
0
1126
0
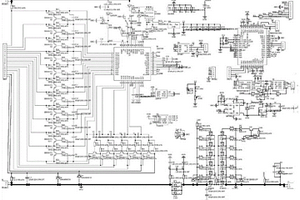
本实用新型公开了一种带多功能保护的锂电池BMS保护板,包括锂电池管理芯片、电池输入RC滤波电路单元、电流检测电路单元、充电电路单元、放电电路单元、充电MOS管控制电路单元、放电MOS管控制电路单元、语音提示电路单元、温湿度采集电路单元和光感防拆机电路单元,保护板采用了“发光二极管+光传感器”双模式,打破了以往只有光传感器的被动方式,实现“主动+被动的双重保护效果”,让电池更安全,保护板集成湿度传感器,可根据客户要求灵活设置湿度值,提前告警,保护产品不损坏,应对如电池进水的情况,保护板集成语音芯片,可根据客户要求灵活设置多种语音信号,对于不同故障设定不同的语音信号来满足实际的需求。

 1149
0
1149
0
本实用新型涉及软包锂电池生产技术领域,特别涉及一种软包锂电池极耳超声波防重片装置,旋转装置的输出端固定在连接套上;连接套的内部固定有超声波震动马达;超声波震动马达的输出端固定有吸嘴固定板;吸嘴固定板上均布有多个吸嘴杆。在使用本实用新型时,吸嘴杆用于将极耳吸取固定,旋转装置用于调整连接套的角度,使得极耳在平面内转动,实现极耳的方向调整;超声波震动马达震动下,使得吸嘴固定板震动,防止叠料;保证每一次取料仅能够取出一片极耳。
 1053
0
1053
0
本实用新型涉及锂电池生产设备技术领域,公开了数码软包装锂电池组装贴膜一体机,包括机架,所述机架的顶端一侧设置有转盘,所述转盘的边沿均匀分布有多个夹具,所述夹具上均设置有夹具气缸,在所述夹具的外侧依次分布有顶封机构、侧封机构、角封机构、绝缘测试机构、分选机构,所述夹具上所夹持的铝塑膜电池经转盘依次旋转至顶封机构、侧封机构、角封机构、绝缘测试机构、分选机构的内部,所述分选机构的一侧设置有贴膜机构。本实用新型通过设置的贴膜机构实现机械快速对铝塑膜电池进行贴膜,挤压气缸在贴膜时对转动辊加压,从而使贴膜更紧密,机械化贴膜,提高了贴膜效率,同时减少了人工劳力的投入。
 836
0
836
0
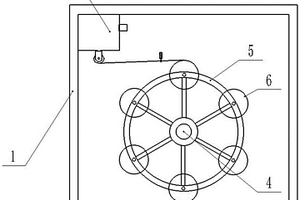
本实用新型涉及锂电池设备技术领域,具体涉及一种锂电池电极柱焊接固定装置,包括下料机构和对接机构。本实用新型中,通过将圆柱型电池利用推动板推进到转动盘的半圆形缺口的位置处,通过步进电机的电机轴能带动两个直齿轮转动,从而能带动转动轴一转动,这样能带动转动盘转动,当转动盘转动到滑梯位置处时,通过驱动两个电动伸缩杆能带动弧形板二对电池进行挤压,从而能固定住电池,从而方便工人进行焊接,这样不要人工进行固定电池,从而节省了人力,并且提高了焊接的效率;通过驱动两个对接块对接到电池的正负极,然后工人能对电机柱和电池进行焊接,通过这样的结构能使每个电池的电极柱焊接位置固定。
北方有色为您提供最新的广东有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!


































































有限责任公司")








