全部
▼
 722
722
 0
0
本发明公开了一种耐锌液腐蚀Cr2B块体的制备工艺,首先,将Cr粉、B粉按摩尔比2:1迅速称重后装入球磨罐中,并加入一定量的过程控制剂,进行抽真空并充入氩气保护。然后,将球磨罐放入球磨机中球磨5-20小时,将Cr、B混合粉快速充填到石墨坩埚中。最后,将盛放混合粉的石墨坩埚放入等离子活化真空烧结炉中进行真空压力烧结,烧结温度为1100℃-1600℃;保温时间为5-20分钟,随烧结炉一同冷却。本发明中制备过程简单,制备的Cr2B块体材料可用于钢板、钢锭等的镀锌的行业。
 962
0
962
0
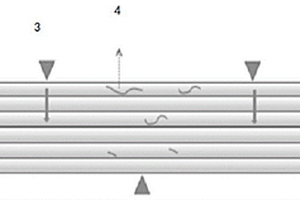
本发明提供了一种圆形长棒状RE:YAG激光透明陶瓷的制备方法,包括RE:YAG复合粉体的制备、等静压成型、真空烧结和退火,其特征在于将制备的RE:YAG复合粉体,直接装入长棒形塑料袋中,在塑料袋下方坠上钢球,钢球重量是粉体的5-10倍。本发明提供一种将粉体不经过干压成型,直接冷等静压成圆形长棒状坯体的方法,具体尺寸为Φ(3-10)×(50-150)mm,提供的制备的方法节省原料粉体、成型过程简单且烧结后样品光学质量优异,经激光测试,散射损耗<0.08cm-1,适用于实际要求。
 1188
0
1188
0
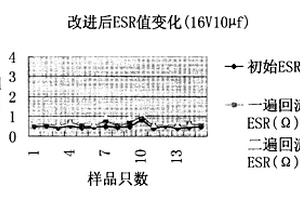
本发明涉及以钽、铌、铝、钛等可阀金属为阳极的固体电解电容器的制造方法,包括下列步骤,a.取可阀金属原料经模压和真空烧结成为带有连接线的阳极坯块,b.在阳极坯块表面形成作为介质层的氧化膜,c.在带有氧化膜的阳极坯块表面形成起阴极作用的二氧化锰层,d.在二氧化锰层外涂敷一层石墨,然后再次形成一层二氧化锰层,再继续涂敷一层石墨,e.涂敷银浆后烘干封装即可,采用本发明的技术方案,能够使二氧化锰层、石墨层、银浆层紧密结合,附着力强,有效降低了ESR基础值,提高了电容器经受回流焊的能力。
 1241
0
1241
0
本发明涉及齿轮制造技术领域,具体指一种用于加工齿轮的金属粉末注射成型工艺,包括以下工艺步骤:S1、将金属粉末与粘结剂以(12~15):1的比例均匀混合,形成混合料;S2、将混合料置于注射成型机中,并进行加热,然后注射到齿轮模具型腔内形成坯件;S3、对坯件进行加热,脱去粘结剂,获得粗品件;S4、将粗品件置于1000~1100℃的温度下进行预烧,并置于真空烧结炉内进行高温真空烧结。通过本发明的金属粉末注射成型工艺加工出的齿轮,齿轮的整体密度均匀,密度可达99.5%以上,齿轮的强度、硬度和耐磨性能好,尺寸精度高,表面光洁度好,一次成型,无需后期加工,生产成本较低,适合进行大批量的生产。
 1197
0
1197
0
金属基复合材料的制备方法,美国已经把复合材料作为国防部的关键技术核心来实施,投入了大量的资金、人力和物力,处于工业领先地位。本发明的方法包括:混料、模具制备、成型,烧结与后处理,所述的将制备好的坯体放置到石墨平板上,在坯体上堆积金属粉末,金属粉末是CU粉、AL粉、SI粉或者NI粉,然后全部放入真空烧结炉中,烧结温度在熔渗材料熔点以上100~200℃之间,使金属熔化渗入多孔坯体中,将多孔坯体内部孔隙充满,冷却保温,随炉冷却,冷却时间3~5天,获得完全致密的金属基复合材料。本方法得到的新产品用于航空航天、军事工业以及汽车工业、大规模集成电路板等民用场合。
 1096
0
1096
0
本发明公开了一种环保螺栓型电力电子整流芯片成型工艺,包括以下步骤:(1)、准备多个锡铜合金焊片和铅锡合金焊片,锡铜合金焊片中锡的重量百分比为96%~98%,铜的重量百分比为4%~2%;(2)、按顺序向石墨烧结模具模孔中装入锡铜合金焊片、铅锡合金焊片、阴极钼片、硅质整流芯片、阳极钼片;(3)、将多个石墨烧结模具送入卧式真空烧结炉的真空室中;(4)、利用卧式真空烧结炉烧结成型。本发明用锡铜(97:3)合金取代铅锡(95:5)合金材料作整流芯片产品的阴、阳极表面助焊层,大幅提升了产品的环保指数,又扩大了产品的应用市场,同时大幅提高了产品的生产效率,还避免了传统的“搪铅”工艺有碍健康现象的发生。
 882
0
882
0
本发明公开了一种多孔介质标准试件的制备方法,其步骤是:(a)选择原料粉 料和粒度级配;(b)将分选出的原料粉料清洗烘干后与添加剂粉料进行机械球磨 混合;(c)将··合粉料放入刚性模具中进行压制,压制成圆柱体;(d)将坯料从模 具中脱出为生压坯;(e)重复步骤(c)、(d)制作生压坯;(f)将生压坯运送到真空烧 结炉中烧结成多孔元件制品;(g)将多孔元件加工成多孔介质试件;(h)将多孔介 质试件清洗消毒后烘干;(i)对多孔介质试件进行渗透测试,选出参数一致的试件; (j)将获得的多孔介质标准试件浸入酒精溶液中保存。本发明的多孔介质标准试件 经长期渗透检测和各种渗透条件下检测,其渗透参数恒定不变,十分可靠,为渗 透实验的标定提供高效的依据和手段。
 1092
0
1092
0
本发明提供了一种硬质合金包覆金刚石颗粒及其制备方法,包括:S01、硬质合金混合料采用WC、Co的粉末物料混合制备,在硬质合金混合料中加入酒精溶剂及石蜡,搅拌混合后得到第一浆料,将金刚石颗粒加入第一浆料中搅拌混合,获得含有金刚石颗粒的第二浆料;S02、将第二浆料加入喷雾干燥设备,经过处理后获得硬质合金混料包裹金刚石的球形或类球形的第一颗粒;S03、将第一颗粒置于真空烧结炉中烧结,以金刚石颗粒的表面形成硬质合金包覆层;S04、将真空烧结炉烧结后获得的烧结块放入破碎筛,得到分散的硬质合金包覆金刚石颗粒。在金刚石颗粒的外层包裹硬质合金层,增加颗粒的整体密度,有利于该类颗粒在堆焊、喷焊工作情况下的使用。
 1084
0
1084
0
本发明涉及金属基复合材料和焊接领域,特别提供了一种由金属陶瓷与合金工具钢采用真空钎焊连接技术制备的复合式搅拌摩擦焊接工具,该焊接工具适用于颗粒增强金属基复合材料的搅拌摩擦焊接。所述焊接工具的轴肩和搅拌针采用高强耐磨金属陶瓷材料,而夹持端采用合金工具钢,焊接工具由两种材料通过真空钎焊连接构成。所述焊接工具用高强耐磨金属陶瓷材料是以陶瓷颗粒为增强相,以耐热金属合金为粘结相,通过粉末冶金真空烧结方法制备。本发明的复合式焊接工具与传统钢质焊接工具相比,在搅拌摩擦焊接颗粒增强金属基复合材料时,其耐磨性和使用寿命可提高100倍以上,且不会引入杂质污染焊缝,可获得高的焊缝强度系数和高的焊缝表面质量。
 791
0
791
0
本发明一种制备耐腐蚀高性能烧结钕铁硼磁体的方法,属于一种制备方法,该方法先将主相合金材料放于带坯连铸炉内熔化,熔化后浇铸成主相合金片,晶界相合金材料制成快淬晶界相合金带,再将上述主相合金片和晶界相合金带分别制粉,在无氧环境中将晶界相合金粉末中加入纳米Co粉末混合均匀,将上述混合了纳米Co的晶界相合金粉末与破碎后的主相合金粉末混合均匀,在无氧环境下的磁场中取向并压制成压坯,将上述压坯在惰性气体保护下的无氧环境中送入真空烧结炉内,经三次高温烧结和两次时效处理制成高耐蚀性的钕铁硼烧结永磁材料。本发明方法制备的烧结钕铁硼磁体耐蚀性强、成本低。
 964
0
964
0
本发明公开一种聚醚醚酮导热绝缘涂料的使用方法。所述聚芳醚酮薄膜的使用方法是将制备完成后未经冷却的聚醚醚酮导热绝缘涂料,直接涂覆在基体材料上,将涂覆后基体材料用水清洗,除去溶剂和无机盐后,放入烘箱中在180℃下干燥3~5小时,然后将材料放在真空烧结炉中,在380~400℃烧结5~10分钟,得到表面涂覆有聚醚醚酮的基体材料。所述聚醚醚酮导热绝缘涂料是通过在聚醚醚酮的合成过程中,加入导热无机填料获得的。所述涂料具有良好的导热性、绝缘性和韧性,可以广泛应用于不粘锅、化工防腐。所述的使用方法简化了现有的施工工艺,可以更容易地获得表观光滑,韧性、耐久性非常好的PEEK涂覆材料。
 965
0
965
0
本发明公开了一种高孔隙率小孔径钛分离膜材料的制备方法,包括以下步骤:一、将硬质造孔剂颗粒和基体颗粒粉末混合,得到混合粉末;步骤二、将混合粉末进行轧制,得到钛分离膜坯体;步骤三、将钛分离膜坯体进行真空烧结,得到钛分离膜材料。本发明以制备具有薄孔壁的钛分离膜材料为前提,设计硬质造孔剂颗粒和基体颗粒粉末的尺寸和体积分数,然后将硬质造孔剂颗粒和基体颗粒粉末混合后轧制,再真空烧结,使基体颗粒粉末达到冶金结合,具有较好的力学性能,得到高孔隙率、小孔径、薄孔壁的钛分离膜材料,孔径和孔隙率匹配且连续可调,具有较高的分离效率、使用寿命长、耐热腐蚀、耐机械损伤,根据油相和污染物类型匹配合适的孔结构,实现按需油水分离。
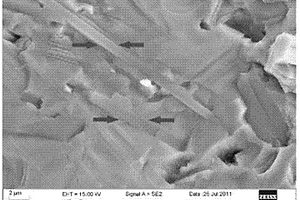
本发明涉及新材料技术领域,尤其是一种原位一体化制备硼化钛晶须、颗粒协同增韧氮化钛基陶瓷刀具材料及其制备方法。其前驱体粉末质量配比为wt%:Ti:75.37%~79.50%BN:18.50%~20.58%?Ni:0.00%~5.00%。制备工艺为:按比例配置前驱体粉末在酒精介质中超声分散15min~20min;在聚氨酯球磨筒中用氧化铝球湿球磨48小时;以110℃~130℃干燥后过100目筛;再装入石墨模具放入真空烧结炉;用8min升至700℃,保温2min,用5min升至1000℃,保温10min,用4min升至1200℃加压16MPa、保温15min后以35~70℃/min的升温速率升至1700℃~1750℃,加压32MPa、保温25~60min热压烧结成型。本发明的陶瓷材料,晶须分散均匀、材料的综合性能优良,工艺简单、易于产业化,并还能用于金属陶瓷工具、密封环、喷气推进器的开发制备。
 1502
0
1502
0
一种梯度结构金属陶瓷刀具及其制备方法,属于金属陶瓷材料,解决现有方法制备金属陶瓷刀具成本较高及综合力学性能较低的问题。本发明的金属陶瓷刀具,最终生成相中硬质相为(Ti,W,Mo,Ta,Nb)(C,N)、粘结相为Ni,硬质相和粘结相由表面层到中间层呈对称梯度分布;本发明的方法顺序包括原料配制及混合、分层填铺模压成型、脱脂、真空烧结步骤。本发明方法简单,成本低,制造的金属陶瓷刀具,表面硬度92.5~92.8HRA,抗弯强度≥2000MPa,断裂韧性KIC≥12.0MPa.m1/2;高温红硬性、耐磨性、化学稳定性和抗冲击韧性好,高温抗氧化能力强,适合高速高效切削加工和干式切削,可减少或不使用切削液。?
 1428
0
1428
0
本发明提供了一种粗晶粒硬质合金及其制备方法,主要包括WC和重量百分比8.0~11.5%的Co以及0.4~0.6%的TaC;粗晶粒硬质合金中WC平均晶粒度为3.2~4.0μm,抗弯强度为2600~3100MPa,硬度Hv301100~1320;制备配料采用Fsss粒度为11.0~15.0μm、Hcp值为4.50~5.38KA/m、接近单晶的粗颗粒WC粉,以及TaC粉和Co粉;真空烧结温度为1450~1520℃;TaC∶Co=0.045~0.055;本发明实现了合金强度和显微硬度的良好匹配,提高粗晶粒硬质合金的综合性能以及抗热冲击和抗热塑变的能力。
 975
0
975
0
本发明提供一种基于表面快速热处理高纯致密氧化镁靶材的制备方法,包括以下步骤:以氧化镁粉末为原料,以氧化锆球为介质,对原料进行行星球磨,研磨后的粉末进行200目筛分;将筛后粉末进行冷等静压成型得到氧化镁压坯;将氧化镁压坯进行真空烧结,真空烧结结束后,根据所需靶材尺寸进行进行表面精密机加工至靶材表面粗糙度≤0.8μm,得到氧化镁靶材;将氧化镁靶材进行表面研磨,然后进行清洗,最后在真空条件下用连续波激光热处理法、扫描电子束法或非相干宽带频光源法进行表面快速热处理,得到基于表面快速热处理高纯致密氧化镁靶材。本发明制备的氧化镁靶材纯度高、致密度好、表层与内层组织一致,且制备方法简单,工期短,绿色环保节能。
 831
0
831
0
本发明公开了一种硬质合金刀片的烧结方法,涉及粉末冶金技术领域,包括以下步骤:A、将配制好的硬质合金粉料置于压模中压成合金刀片毛坯;B、将所述合金刀片毛坯放入真空烧结设备中,加热至350℃~400℃,保温3小时~4小时;C、加热至680℃~700℃,保温1小时~1.5小时:D、加热至1350℃~1500℃,保温3小时~5小时:即完成本硬质合金刀片的烧结。与现有技术相比,本发明硬质合金刀片采用真空烧结,该硬质合金刀片不需经过特殊的表面处理,可用普通的焊接方法进行捍接,焊接性能优。
 817
0
817
0
一种复合材料预制体的制备工艺,其特征是采用一种合金粉末,并用无水乙醇将其与铁基合金浸润或不浸润的陶瓷颗粒和金属粉用无水乙醇调制成混合物,填入特别设计的石墨模具中,烘干后进行真空烧结,冷却后得整体呈多孔结构的复合材料预制体。本发明制备复合材料预制体的工艺,不使用任何粘结剂,不发气,有利于铸渗,具有操作简单,便于规模生产,通用性强的优点,为实现铸渗法制备颗粒增强铁基表层复合材料工件奠定基础。将本发明的预制体放在铸型端面侧,浇入熔融金属液后,金属液渗透预制体在原位形成复合材料,能够实现耐磨部件的选择性局部增强,显著提高部件的耐磨性,延长部件使用寿命。
 1096
0
1096
0
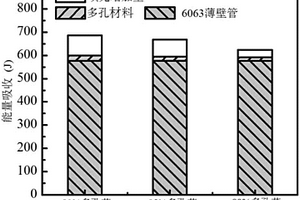
本发明提供了一种圆柱层状不锈钢纤维多孔材料及复合吸能管,多孔材料由以下方法制得:将不锈钢基材钩织,得到单层金属多孔织片,不锈钢基材选自单束连续的不锈钢纤维束、单束连续的0.2~1.0mm软态不锈钢丝或单束连续直径0.2~0.8mm的超细软不锈钢绳;将单层金属多孔织片卷裹成圆柱层状,1100℃~1330℃下真空烧结2~3.5h,随炉冷却,得到孔隙率为60~90%的圆柱层状不锈钢纤维多孔材料。将不锈钢基材钩织,卷裹成圆柱层状,再真空烧结,得到孔隙率为60~90%的圆柱层状不锈钢纤维多孔材料。该材料制备成本低,其填充于金属薄壁管时,可实现在压溃峰值几乎不增加下,具有更稳定的吸能过程和更高的吸能能力。
 1294
0
1294
0
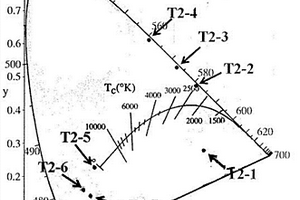
本发明涉及一种光学识别透明陶瓷条形码材料及其制备方法。由一种或多种陶瓷条形码码元前驱体膜组合、叠压而成,其中陶瓷条形码码元前驱体膜在红外光的激发下分别发出红色、橘黄、黄色、绿色、钴蓝色、天蓝色或海蓝色可见荧光;采用非水基Tap-casting技术流延不同陶瓷码元组分设计的浆料,经风干、叠压形成陶瓷码元前驱体膜;根据防伪需求,将不同发光性能的码元前驱体膜进行排列组合,并形成陶瓷素坯,高温排胶后,真空烧结制得。该种陶瓷条形码材料,在近红外光辐照下实现了各码元的不同可见光发射,具备隐形释读的特点,信息隐蔽性好;同时,还具有耐高温、耐酸碱腐蚀等特性,可在极端环境下保持结构的稳定性以及发光特性的保真。
 968
0
968
0
一种二硅化铪的生产工艺,将二氧化锆粉和硅粉真空条件下球磨混料,用液压机压块后,放入真空烧结炉中进行烧结,精整,去除包覆铪表面的白色二氧化硅粉体,然后放入真空球磨机中球磨制粉,投入氢氧化钠加入60℃蒸馏水清,烘干,得到含硅铪粉;检测含硅铪粉中硅含量,并根据铪粉中硅含量投入硅粉,在真空球磨机中在惰性氩气保护下球磨5小时,放入真空自蔓燃炉中,抽真空,加热点火电极,引燃铪粉,铪粉和硅粉自蔓延化合反应,获得二硅化铪。以二氧化铪粉为原料,原料成本相对于海绵铪成本低廉;硅粉为还原剂,不引入其它杂质,该方法整个过程工艺合理,适合工业化生产,获得的二硅化铪产品纯度高,合金化程度可以达到100%。
 1022
0
1022
0
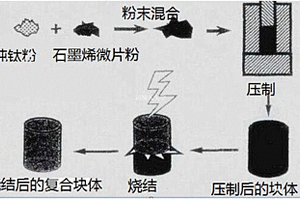
本发明公开了一种海绵钛添加石墨烯复合材料及其制备方法,其中制备方法包括如下步骤:(1)称取石墨烯纳米片,超声分散;(2)将海绵钛粉混入石墨烯分散液中同时进行超声分散和磁力搅拌;(3)将分散完毕的混合泥进行真空干燥;(4)将步骤(3)中的混合粉粉末放入钢制模具中进行单向静压;(5)将步骤S4中的压制样品进行真空烧结;(6)烧结完毕后,烧结样品随炉冷却至室温,取出样品;本发明的海绵钛添加石墨烯的复合材料的制备方法提供一种具有轻质强硬的钛基复合材料,其采用超声分散与真空烧结相结合的技术制备复合材料,以获得轻质、高比强度的新型复合材料。
 836
0
836
0
本发明公开了一种多层复合结构透明陶瓷的制备方法及其应用。该发明先是称量Y2O3粉体和Al2O3粉体作为陶瓷粉体,制备YAG原料粉,再另取Al2O3粉体制备Al2O3原料粉;再用相同的方法制备YAG浆料和Al2O3陶瓷浆料;再将YAG浆料与Al2O3陶瓷浆料分别进行除泡处理和流延处理,完全凝胶化后干燥处理得YAG单层素坯和Al2O3单层素坯;将制得的YAG单层素坯与Al2O3单层素坯进行交错叠层得流延片,所得流延片温等静压成型得到陶瓷素坯,排胶后依次进行真空烧结、退火及双面抛光处理,即得多层复合结构透明陶瓷。本发明采用复合结构增韧的思路,所得多层复合陶瓷薄片,断裂韧性达20Mpa·m1/2以上。
本发明涉及挥发性有机化合物废气治理技术领域,具体涉及一种吸附VOCs固体废弃物蓄热沸腾燃烧炉专用熔盐贴片的制备方法,其特征是:包括辊压机混炼、压制成型、停置困料、固结干燥、真空烧结等工序。能够有效净化高温烟气中含Cl‑、SO2、颗粒物等污染物,保护受热面金属构件避免和减少受高温腐蚀和冲刷磨损,延长受热面金属构件的寿命。
 1003
0
1003
0
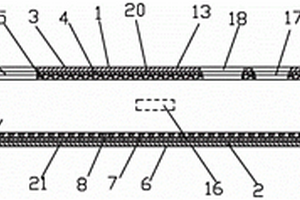
杀菌手机护壳的制造设备,包括有冲床、陶泥制造设备、螺旋输送机、第一输送机、双棍滚压机、第二输送机、粉碎机、筛选机、滚压机、剪床、压床、真空烧结炉、抛光机以及控制器;冲床、冲压模具、陶泥制造设备、螺旋输送机、第一输送机、双棍滚压机、第二输送机、粉碎机、筛选机、滚压机、剪床、压床、真空烧结炉、抛光机以及控制器构成流水线;利用杀菌手机护壳的制造设备,将金属材料制成金属外壳以及金属盖,将陶泥、果壳或者椰壳制成复合颗粒陶泥板块,将复合颗粒陶泥板块与金属外壳或者金属盖复合,将复合颗粒陶泥板块与金属外壳或者金属盖烧结在一起,从而制造出杀菌手机护壳。
 1148
0
1148
0
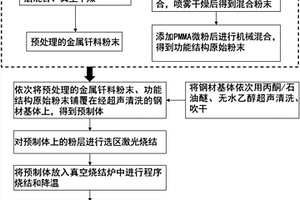
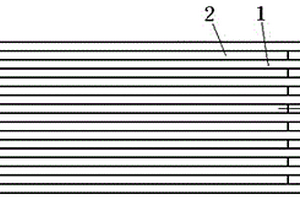
一种具有多孔结构陶瓷层的摩擦表面的构筑方法,是将SiC粉、钠长石粉、Si粉、Al2O3粉、PMMA粉、PVB按照一定配比和程序进行混合制成功能结构原始粉末,将Ag‑Cu‑Ti金属钎料和PVB混匀制成连接层粉末;以钢材为基体,依次铺覆连接层粉末和多孔结构陶瓷原始粉末,选区激光烧结粉末层形成预制体,将预制体放入真空烧结炉中进行烧结,获得以钢材为基体的具有功能结构的摩擦表面。本发明简化了多孔陶瓷和钢材基体的连接步骤,直接在钢材基体上制备了多孔陶瓷功能表面,由于陶瓷本身的高耐磨特性以及多孔陶瓷能储存润滑油和磨屑,极大地提升了钢材的抗磨损能力,钢材基体和功能表面之间通过金属钎料连接层进行高强度连接,陶瓷层不易剥落。
 1071
0
1071
0
本发明公开了一种钕铁硼的制作方法,包括钕铁硼合金薄片制备、氢破碎、气流磨制粉、混粉、取向压制成型、真空烧结的步骤,所述真空烧结之后在已烧结的钕铁硼毛坯表面贴覆镝、铽、铝、铜金属片或者合金片,然后在真空处理炉中进行加热,并在850-950℃下保温5小时以上,之后冷却取出,拿掉贴覆的镝、铽、铝、铜金属片或者合金片,然后在450-500℃下保温1-3个小时,之后风冷到室温。本发明提供了一种能够有效保持钕铁硼剩磁Br,同时明显提高钕铁硼磁体矫顽力HCJ,且工艺方法简单、效率高适于工业化批量生产的钕铁硼的制作方法。
 787
0
787
0
本发明公开了一种具有复合主相的钕铁硼永磁铁及制造方法,永磁铁具有Pr含量高的主相包围Pr含量低的主相的复合主相,复合主相内部无连续的晶界相,复合主相与复合主相之间由晶界相隔离;复合主相外围的Pr含量高于复合主相心部的Pr含量,复合主相的平均晶粒尺寸6-14μm;包含熔炼第一合金工序、熔炼第二合金工序、熔炼第三合金工序、氢破碎工序、合金混合工序、气流磨制粉工序、磁场成型工序、真空烧结和时效工序;熔炼第一合金工序包含制备含有Nd元素的第一合金的过程;熔炼第二合金工序包含制备含有Pr、Nd、Dy元素的第二合金的过程;熔炼第三合金工序包含制备含有Pr、Nd、Tb、Ho元素的第三合金的过程。
 905
0
905
0
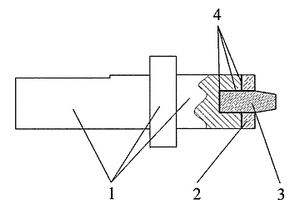
压力平衡过滤阀阀芯的制作方法:其特征是依次包括以下步骤:(1)不锈钢圆丝冷轧成0.0055×0.35mm的不锈钢丝;(2)将制得的不锈钢丝置于高温真空烧结炉中,在温度600℃,真空度10-3Pa条件下高温真空烧结处理4小时,保持其真空状态,自然冷却至室温后取出;(3)采用10吨的千斤顶通过专用模具挤压成型。本发明的优点在于,采用本发明阀芯的压力平衡过滤阀,空气经阀芯过滤,使空气中的水气凝结,干燥气体进入箱体内,达到使箱体内外部压力平衡的目的,避免由于水进入箱体内,而破坏箱体内设备的电气性能。满足了核电站安全壳内1E级K1类仪表端子箱在高温、高压、高辐射和化学喷淋的环境下,保持设备内外部压力平衡的使用要求。
 958
0
958
0
一种新型精密金属零件注射成型加工工艺,包括以下步骤:根据所要制备的金属零件特性,配置好原料并投入喂料箱中;将原料从喂料箱中通过流道输送到模具中,并注射胶水;形成模块,待模块制备好后,取出模块;将模块码放在催化脱脂炉中,保持脱脂温度115-120℃,催化剂为98%的工业硝酸,脱脂氮气流量保持在2-3L/分,脱脂250分钟;得到脱脂后的模块;将脱脂后的模块码放在真空烧结炉中的烧结舟中,抽取真空烧结炉内真空度不大于20Pa,启动烧结设备,分温度分阶段烧结,关闭烧结设备,待炉温冷却到45℃以下时出炉,即得到精密金属零件。本发明制备工艺简单,使用方便,给生产带来了很大的便利,加工的金属零件精密度高。
北方有色为您提供最新的有色金属冶金技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!






































































