全部
▼
 1137
1137
 0
0
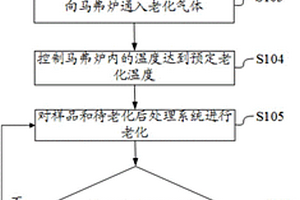
本发明提供一种后处理系统的老化方法及装置、处理方法,该发明在获取到样品后,将样品以及后处理系统一同放入马弗炉中进行老化,在老化过程中每间隔预定时间从马弗炉中获取样品进行性能检测,以确定是否完成对后处理系统的老化,由于可以对后处理系统的老化过程进行监控,因此可以避免出现过老化的问题。且将整体的后处理系统直接放入马弗炉中老化,因此,结束老化后可以直接将后处理系统从马弗炉中取出,并直接安装在整车或者发动机台架上进行耐久劣化后的性能测试,完成耐久劣化的测试。且耐久劣化的测试结果准确。
 1017
0
1017
0
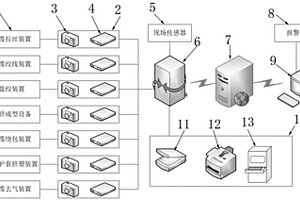
本发明涉及一种用于电力电缆生产制造的质量监测系统,用于对电缆生产设备进行质量监测,包括电缆检测装置、云服务器、用于获取生产现场环境信息的现场传感器、无线网络模块、报警器、控制终端和多个监控终端,云服务器及报警器与控制终端连接,监控终端包括用于实时获取电缆生产设备的生产数据的数据采集器和用于获取各电缆生产设备视频数据的现场摄像头,电缆检测装置包括用于获取电缆截面图像的横截面图像采集装置和电缆电性能检测器。与现有技术相比,本发明对电力电缆生产过程信息进行实时获取并储存到云服务器上,由云服务器进行对比判断电缆生产过程是否符合预设生产指标,提高电力电缆生产合格率,降低人工监测成本。
 909
0
909
0
本发明提供了一种轴在不同排布密度下的水淬工艺修正方法,所述方法步骤包括:(1)确定单根轴的水淬工艺;(2)建立修正后的水淬时间计算公式;(3)通过试验方法、数值模拟方法或经验估测方法获取修正系数;(4)计算出修正后的水淬时间或水-空交替淬火冷却工艺中每段水淬时间,得出并执行修正后的淬火冷却工艺;(5)对处理的产品进行性能检测、统计评估,然后根据评估结果再对修正系数进行调整。本发明所述的一种轴在不同排布密度下的水淬工艺修正方法,对避免水淬开裂和减小产品性能波动具有重要的意义。
 1117
0
1117
0
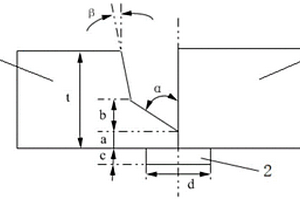
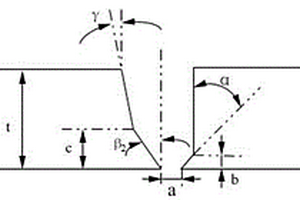
本发明涉及一种基于多丝埋弧焊的低碳微合金钢高热输入焊接性评估方法,其步骤依次包括:选用试验板为低碳微合金钢板;低碳微合金埋弧焊丝和碱性烧结焊剂配合使用;所述一对试验板进行平焊位置对接焊,其坡口形式为一侧直边的带钝边双V型坡口,且在坡口背面设置同质垫板,所述钝边向外偏折形成下V型坡口,下V型坡口向外偏折形成上V型坡口,下V型坡口与坡口中心轴线成角α,上V型坡口与坡口中心轴线成角β;采用多丝自动埋弧焊接的方式对试验板进行焊接,多丝包括前丝、中丝和后丝,多丝同时共熔池焊接;完成焊接后,观察和检测焊接接头的裂纹倾向以评估材料的工艺焊接性,并通过焊接接头的力学性能检测以评估材料的使用焊接性。
 1070
0
1070
0
本发明涉及金属焊接技术领域,本发明提出一种超薄铝‑铜超声波焊接工艺,采用1060铝合金板作为母材,T2紫铜板作为焊件,搭接重叠超声波焊接,包括如下步骤:分别用800目和2000目的砂纸对铝合金板进行表面打磨;对进行表面打磨过的铝合金板先进行碱洗再进行酸洗,铜板酸洗,然后酒精擦拭,吹风机吹干备用;将铝合金板置于面接触夹具上,再将铜板搭接在铝合金板的上表面,搭接宽度为24‑25mm,然后使用夹具将两块板材固定;将固定在一起的板材送入超声波焊机内进行焊接,焊接参数范围如下:焊接压力25‑70Psi,焊接功率450J,焊接振幅32‑60μm,焊接时间0.26s;焊后检测分析:焊后对焊缝的外观进行查看,对焊接接头进行力学性能检测,并采用SEM对焊缝进行深度观察。
 1006
0
1006
0
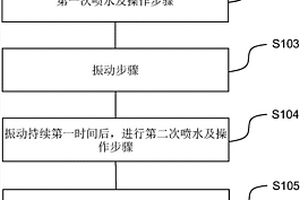
本发明揭示了一种车载元件的防水试验方法,包括:将车载元件按实际使用时的角度安装固定;第一次喷水及操作步骤,在车载元件上喷淋水,喷淋水之后操作车载元件;振动步骤,将车载元件沿三个维度分别持续振动;振动持续第一时间后,进行第二次喷水及操作步骤,在车载元件上喷淋水,喷淋水之后操作车载元件;继续振动步骤,将车载元件沿三个维度分别持续振动第二时间;检测车载元件的电气性能,检测车载元件的内部是否进水。本发明的车载元件的防水试验方法考虑了实际工况中的振动及在淋水情况下进行操作的情况,使得车载电子元件的防水试验更加符合实际工况,能够克服现有防水试验的不足。
 839
0
839
0
本发明公开了一种用于车用温度传感器不合格品防拔错的方法和装置,所述方法是使用于对温度传感器进行性能检测的检测单元的检测结果传递给控制单元,控制单元根据检测结果获知不合格的温度传感器在工装板上的安装位置信息并点亮与该位置相对应的指示单元,同时感应单元对工装板上的温度传感器进行感应并将感应结果传递给控制单元,当拔错位置未将该位置的不合格的温度传感器拔掉时,指示单元保持点亮状态,当不合格的温度传感器被拔掉时,指示单元熄灭。本发明具有防拔错功能,可以自动指示不合格产品,操作人员根据指示拔出不合格产品,可有效避免产品拔错现象,有效避免不合格品混入合格品中。
 845
0
845
0
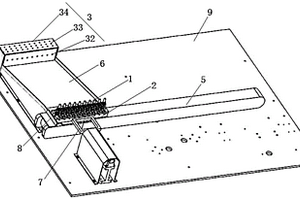
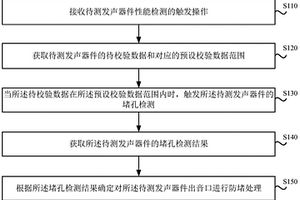
本发明实施例公开了一种发声器件出音口的防堵方法、装置、设备和存储介质,所述方法包括:接收待测发声器件性能检测的触发操作;获取待测发声器件的待校验数据和对应的预设校验数据范围;当所述待校验数据在所述预设校验数据范围内时,触发所述待测发声器件的堵孔检测;获取所述待测发声器件的堵孔检测结果;根据所述堵孔检测结果确定对所述待测发声器件出音口进行防堵处理。本发明实施例提供的发声器件出音口的防堵方法实现了电子设备发声器件出音口的堵孔自动检测,当出音口堵孔时,电子设备能够自动进行清理,不仅使用户免于手动清理的操作,为用户提供了便利,同时也避免了用户将电子设备拿去售后维修,降低了厂商的售后成本。
 1014
0
1014
0
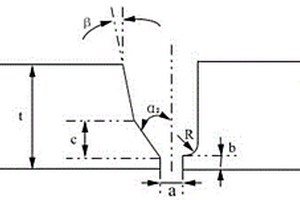
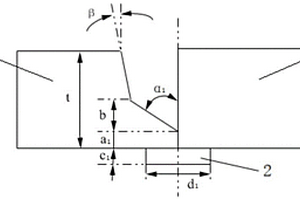
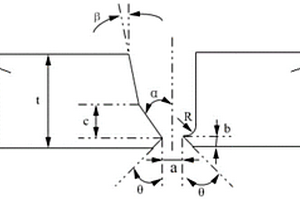
本发明涉及一种基于低氢型焊条手工焊接的低碳微合金钢焊接性评估方法,其步骤依次包括:选用试验板为低碳微合金钢板;选用直径为3.2mm的低氢型焊条;所述一对试验板进行平焊位置对接焊,其坡口形式为正面的一侧为带钝边的U形坡口,U形坡口的直边侧底部带圆弧倒角,正面的另一侧为带钝边的V形坡口,当钢板厚度t>20mm时,V形坡口的坡口面向外偏折构成双V形坡口;采用小电流弧线摆动搭接过渡单面焊双面成型完成根焊;采用短电弧焊条倾斜直线摆动进行多层多道填充盖面焊接;完成焊接后,观察和检测焊接接头裂纹倾向以评估材料工艺焊接性,并通过焊接接头力学性能检测以评估材料使用焊接性。
 1163
0
1163
0
本发明涉及一种基于双丝埋弧焊的低碳微合金钢高热输入焊接性评估方法,其步骤依次包括:选用试验板为低碳微合金钢板;低碳微合金埋弧焊丝和碱性烧结焊剂配合使用;所述一对试验板进行平焊位置对接焊,钢板厚度t>35mm时其坡口形式为一侧直边的带钝边双V型坡口,钢板厚度t≤35mm时其坡口形式为一侧直边的带钝边V型坡口,坡口背面设置同质垫板;采用双丝自动埋弧焊接的方式对试验板进行焊接,双丝同时共熔池焊接,热输入为3.0~6.0kJ/mm;完成焊接后,观察和检测焊接接头裂纹倾向以评估材料的工艺焊接性,并通过焊接接头力学性能检测以评估材料的使用焊接性。本发明兼顾工艺焊接性和使用焊接性评估需求,对不同领域使用的低碳微合金钢焊接性评估具有普适性。
 756
0
756
0
本发明涉及一种基于气保焊的低碳微合金钢超低热输入焊接性评估方法,其步骤依次包括:选用试验板为低碳微合金钢板;选用直径为0.9mm或1.0mm气体保护实芯焊丝;所述一对试验板进行平焊位置对接焊,其坡口形式为正面的一侧为带直边侧的第一V形坡口,正面的另一侧为第二V形坡口,当钢板厚度t>16mm时,第二V形坡口为双V形坡口;采用熔化极气体保护焊接进行根焊和填充盖面焊接,焊接热输入不超过0.25kJ/mm,采用多层多道无摆动直拉焊接;观察和检测焊接接头裂纹倾向以评估材料工艺焊接性,并通过焊接接头力学性能检测以评估材料使用焊接性。本发明兼顾工艺焊接性和使用焊接性评估需求,对不同领域使用的低碳微合金钢焊接性评估具有普适性。

本发明涉及一种生物可降解镁合金表面改性羟基磷灰石涂层的方法,具体为:将镁合金切割成试样,用氧化铝耐水砂纸打磨以去除镁合金表面氧化层,依次用去离子水和无水乙醇超声清洗5~30min,并于室温下干燥,采用的转化液由二水磷酸二氢钠及四水硝酸钙配制转化液,控制钙磷摩尔比为1:1~2:1,Ca2+浓度为0.01~0.2M,P5+浓度为0.01~0.2M;将预处理得到的基体试样置于转化液中浸泡5h~100h后,得到钙磷涂层;将钙磷涂层采用热处理工艺来制备羟基磷灰石涂层:试样在钙磷溶液中浸泡24-72h,取出后直接放入马夫炉中,在250~350℃温度下热处理2-5h;性能检测。本发明将试样从钙磷溶液中取出后放入马弗炉中直接进行热处理,操作更简单易控,并且也能转化为羟基磷灰石涂层,达到相当的耐蚀效果。
 870
0
870
0
本发明涉及汽车线束制造技术领域,具体涉及一种汽车线束的压接工艺。一种低阻抗汽车线束接线端子的压接工艺,使用冲压设备将接线端子与汽车用线束本体压接在一起,包括如下工艺步骤:开线;模具调试;压接;拉力测试;性能检测。由于采用上述技术方案,本发明设备投入和改进成本易于控制,产生效果好,产品具有低阻抗特性,满足市面上更多的需求。
 937
0
937
0
本发明提供了一种不同初始水温下的水淬时间修正方法,所述方法的具体步骤包括:(1)确定标准温度下的水淬工艺或水-空交替淬火冷却工艺;(2)确定水淬时间的修正系数,该修正系数随初始水温变化而变化;(3)按照公式计算修正后水淬时间,t修正=K*t标准;(4)按照修正后工艺执行淬火冷却过程;(5)对按照修正后的淬火工艺处理的产品进行性能检测、统计评估,然后根据评估结果再对温度修正系数进行修正。本发明所述的一种不同初始水温下的水淬时间修正方法,对避免水淬开裂和减小产品性能波动有重要的意义。
本发明公开了一种基于纳米压痕技术的锂离子电池电极力学性能测试方法,包括以下步骤:将组装好的锂离子电池与电化学测试设备相连,设定不同的测试工况,使电池进行循环充放电实验,得到电池容量衰减曲线;将电池拆解并把电极取出;将循环后极片以及初始未循环极片表面分别刮下些许粉末平铺于不同的冷镶模具中,将冷镶溶液倒入模具;待液体完全固化冷却将样品分别从模具中取出;将样品表面抛光处理后进行力学性能检测并分析电极的力学性能衰退规律。
 1023
0
1023
0
一种建筑垃圾的回收再利用,以建筑垃圾、石膏、水泥熟料为原料,其工艺为:称量混匀、细磨、粒检、性能检测、成品包装,建筑垃圾是以废砖为主,废砖含量在80-100Wt%;有机物含量在0-1.0Wt%;金属含量在0-5.0Wt%;在配料前建筑垃圾应被破碎成0mm且小于等于40mm的颗粒;石膏是指生石膏或半水石膏,石膏在配料前破碎成大于0mm且小于等于40mm的颗粒;所用水泥熟料3天抗拉强度应大于27.0MPa,主要化学成分应符合以下要求:CaO为65.0-70.0Wt%;SiO2为19.0-23.0Wt%;Al2O3为3-6Wt;Fe2O3为2.5-5.0Wt%。本发明以废砖为主的建筑垃圾为主要原材料制备水泥除了能减轻我国旧城改造所形成的主要建筑垃圾对环境的不利影响外,还能节约大量的水泥熟料。
 863
0
863
0
本发明公开了一种半导体制程中的设备监控方法,其中,包括如下步骤:步骤a、于半导体制程开始前制定一固定样本数量的抽样方案;步骤b、于工艺步骤开始前根据所述抽样方案确定哪些晶圆需要被抽样,哪些晶圆无需被抽样,将需要被抽样的晶圆平均的分配到每台工艺设备;步骤c、执行工艺步骤;步骤d、以所述抽样方案抽样,根据所述抽样的结果,对所述被抽样的晶圆进行在线检测;步骤e、重复步骤b至步骤d直至所有工艺步骤执行完毕;步骤f、对所有晶圆进行电气性能检测。本发明的有益效果是:通过抽样方案和动态风险标志配合,使半导体制程中的潜在风险最小化。
 1056
0
1056
0
本发明提供了一种制定水-空交替控时淬火冷却工艺的方法,包括:第一步、根据合金钢件性能检测部位和具体的性能要求,预测获得要求性能部位的组织构成;第二步、结合材料的过冷奥氏体等温冷却转变曲线或过冷奥氏体连续冷却转变曲线得到获得该组织的达到某一温度的最长冷却时间或最小冷却速率;第三步、将合金钢件沿截面从表面到中心划分为控制冷却速度区域和缓速降温区域;第四步、确定控制冷却速度区域水-空交替的次数和每次水冷时间与空冷时间;第五步、确定缓速降温区域水-空交替的次数和每次水冷时间与空冷时间。本发明的方法实现了合金钢件在避免开裂的前提下获得要求的性能或组织,适用于各种成分合金钢件的淬火冷却处理。
 755
0
755
0
本发明公开了一种集成电路IO特性智能测试仪,其特点是该测试仪由单片机、可调电源模块、LCD触摸显示模块、继电器模块和电流检测模块组成,将待检测芯片串接在继电器模块和电流检测模块之间,对芯片的ESD二极管进行性能检测,所述单片机与可调电源模块、LCD触摸显示模块、继电器模块和电流检测模块连接;所述电流检测模块与可调电源模块连接;所述继电器模块采用117路继电器连接八个4转16译码器。本发明与现有技术相比具有测试误差小,防止信号串扰,有效避免电源倒灌,测试方便,降低测试过程中误操作对芯片造成的危害。
 1146
0
1146
0
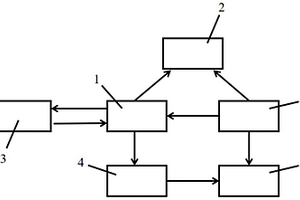
本发明公开了一种NFC标签自动检测设备,该检测设备包括机台、设置于该机台上的振动料盘、设置于该机台上并与该振动料盘的出料口相对应的传送装置、设置于该传送装置或机台上用于对NFC标签进行性能检测的读写机、设置于该机台上的废料收集槽、设置于该机台上并位于该传送装置端部的成品收集槽、以及设置于该传送装置或机台上用于将检测不合格的NFC标签推送至废料收集槽内的推送装置,该读写机、废料收集槽和成品收集槽沿传送装置的传送方向依次设置。使用本发明的NFC标签自动检测设备,可实现不合格品和合格品的自动检测和筛分。
 781
0
781
0
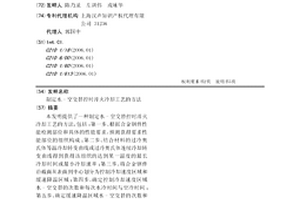
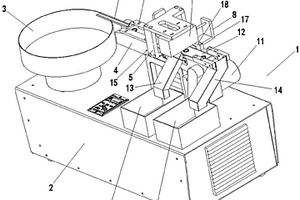
本发明涉及一种终端自动检测方法及系统,该方法包括以下步骤:1)将多个被测终端挂在电机压表架上,并与工控机通讯连接;2)通过工控机设定被检测终端的基本参数以及管理终端检测测试方式;3)工控机向被测终端以及功率源组合发送指令,输出各种电压电流环境,对被测终端自动进行测试,包括电源影响量检测数据检查、功能和性能检测数据检查以及通讯协议一致性检测数据检查;4)通过工控机召读被测终端的各项检测数据,并与标准表的检测数据值进行比较,获得被测终端的检测结果。与现有技术相比,本发明具有效率高、结果准确、过程简单、数据全面等优点。
本发明H级联合循环汽轮机中压第22级静叶片的砂型铸造方法,包含以下步骤:⑴工艺设计,包括模具设计;浇注位置及浇、冒口设计;冷铁系统设计;浇口杯设计;排气槽设计;⑵原辅材料选择与控制,包括型砂选择、涂料选择和炉料预处理;⑶浇注,包括热型热浇和钢水出炉温度和浇注温度的控制;⑷热处理,包括正火和回火处理;⑸化学成分检测;⑹机械性能检测;⑺产品验收。本发明采用成本低、周期短、适应性广的砂型铸造方法替代熔模铸造工艺,简化了制造工艺、缩短了生产周期、降低了制造成本、减少了对环境的污染,所述中压第22级静叶片的质量达到了与熔模铸造工艺同等的质量要求;提高了所述产品的国际竞争力。
 909
0
909
0
本发明公开了一种用于PECVD管式炉辅热加热元件制备工艺,属于太阳能光伏电池制造技术领域,解决了现有加热元件的寿命下降的问题,其技术要点是:包括PECVD管式炉辅热加热元件采用电热元件外绕丝工艺进行制备,外绕丝工艺工序如下:管材下料;管材内壁清洁倒角;管底缩管:尾部采用缩尖工艺按照梯度变径;焊接端盖;绕丝;安装垫头、三角架、底座以及接线;装配镁杆及管材;灌粉及安装橡皮头:采用震粉机进行加粉;缩管:采用缩管机进行压缩变径;割管:将加热管切割至需要长度;烘箱排潮;接线;电气性能检测:采用安规测试仪检测电气性能;通电及浸水实验;以及电气性能测试:从水中取出后用安规测试仪进行检测电气性能,具有寿命延长的优点。
 957
0
957
0
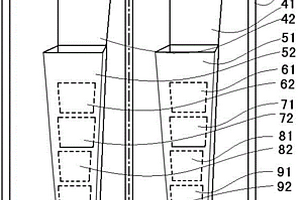
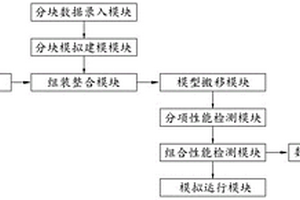
本发明涉及飞机舱门的设计与检测系统技术领域,尤其涉及一种用于飞机舱门设计检测的模拟系统。其主要针对缺少对飞机舱门的设计和检测,生产后在检测、改进造成工作难度大,制造成本增加等问题,提出如下技术方案:包括分块数据录入模块,所述分块数据录入模块的输出端连接有分块模拟建模模块,所述分块模拟建模模块的输出端连接有组装整合模块,所述组装整合模块的输出端连接有模型搬移模块。本发明对飞机舱门分块设计、结合三维绘图软件建模成型,提高设计的便捷性、精确性和工作效率,并对设计的飞机舱门各项性能检测,减少成型后在检测的成本,有利于精准获得数据,为更改和修订设计提供数据支撑,主要应用于飞机舱门的设计和检测。
 788
0
788
0
本发明涉及一种板式无砟轨道支承层伤损快速整治方法,该方法主要包括混凝土力学性能检测、轨道线形监测、混凝土切割、混凝土移出、混凝土浇筑、恢复线路等工序,具体为:先对伤损区域支承层混凝土力学性能进行检测,整治期间对轨道线形进行实时监测,将伤损区域支承层混凝土切割分块并进行限位加固,然后将伤损区域混凝土移出,再重新浇筑与支承层强度相匹配的支承层混凝土,最后对线路进行精调精测并恢复线路,实现天窗时间内支承层伤损整治。本发明方法具有施工工艺简便、安全风险低、工期短、无需锯轨且对轨道板、砂浆层等上部结构无扰动等特点,适用于天窗时间内板式无砟轨道支承层伤损快速整治。
 976
0
976
0
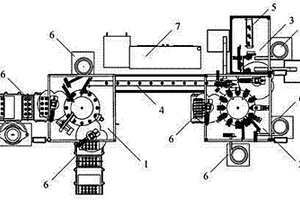
一种LED球泡灯全自动柔性装配线,该装配线包含光源装配工作站、电源装配工作站、灯罩装配工作站、中间储料装置、终端储料装置、供料装置和控制系统,装配线含有接插卡接、涂胶、锁螺丝、冲铆等装配执行机构和半成品电性能检测、上下料、姿态翻转等辅助执行机构,装配线是基于工位转台的混合型结构,通过工位转台、传送带及机械手实现零部件输送及工位流转,所有零部件来料均自动供料,本装配线结构紧凑、生产节拍高、可靠性高、柔性高,显著提高了生产效率,降低了单件制造成本,实现了LED球泡灯的全自动柔性装配。
 1029
0
1029
0
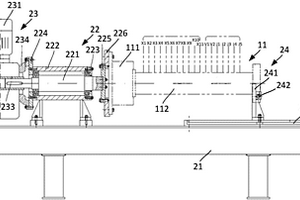
本发明涉及一种盾构机中心回转接头的性能试验设备及方法,该设备包括:工作平台;支设于工作平台上的传动装置;安装于传动装置上的驱动装置;安装于工作平台上的支撑装置,用于支撑连接安装在传动装置上的盾构中心回转接头;以及配套动力装置,用于向盾构中心回转接头内的管路输入流体介质并控制所输入的流体介质的压力,从而实现在盾构中心回转接头转动的情形下进行性能检测。本发明利用驱动装置和传动装置实现模拟该盾构中心回转接头在盾构机掘进施工时的动态工况,为判定盾构中心回转接头性能是否满足盾构机工作所需指标提供有力的依据,对盾构中心回转接头进行客观真实的检测,解决了现有静态检测的局限性,为盾构机正常工作提供关键保障。
 983
0
983
0
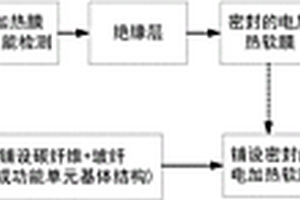
本发明提供一种用于飞机前缘的多层复合电加热单元的加工成型方法,包括以下步骤:‑制备第一绝缘层;‑在所述第一绝缘层的一侧上形成电加热元件;‑对所述电加热元件进行性能检测,如果满足设计要求,则进行下一步骤,如果不满足设计要求,则弃用;‑在所述电加热元件的与所述第一绝缘层相反的表面上形成第二绝缘层,从而由所述第一绝缘层、所述电加热元件和所述第二绝缘层共同形成电加热结构;‑在所述电加热结构的两侧分别形成基体结构和金属防护层;‑将所述电加热结构与两侧的基体结构和金属防护层共同进行热固化成型。本发明的方法可降低电加热单元的加工制造周期和成本。
 1263
0
1263
0
本发明涉及一种基于药芯焊丝的低碳微合金钢高热输入焊接性评估方法,其步骤依次包括:选用试验板为低碳微合金钢板;选用直径为1.2mm的气体保护药芯焊丝;所述一对试验板进行平焊位置对接焊,其坡口形式为正面为一侧带直边的V型坡口,正面坡口的直边侧底部带圆弧倒角,背面为V型坡口并设置陶瓷衬垫,当钢板厚度t>25mm时,正面的坡口面向外偏折构成双V型坡口;采用熔化极气体保护焊接的方式对试验板进行焊接,热输入为3.0~4.0kJ/mm;完成焊接后,观察和检测焊接接头裂纹倾向以评估材料工艺焊接性,并通过焊接接头力学性能检测以评估材料使用焊接性。本发明兼顾工艺焊接性和使用焊接性评估需求,对不同领域使用的低碳微合金钢焊接性评估具有普适性。
 860
0
860
0
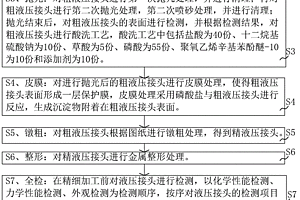
本发明涉及一种液压接头的锻压加工工艺,涉及金属锻压技术领域,其技术问题抛丸本身的大小导致对液压接头表面的抛光存在死角,难以把液压接头表面的氧化皮处理干净,降低了液压接头表面处理的效果;其技术方案包括如下步骤:S1、把金属棒进行加热、挤型处理;S2、对挤型好的金属棒进行开料处理;S3、对粗液压接头进行第一次抛光和第二次抛光处理;S4、对进行抛光后的粗液压接头进行皮膜处理;S5、对粗液压接头根据图纸进行镦粗处理;S6、对精液压接头进行金属整形处理;S7、对精液压接头进行性能检测;S8、检测合格后的精液压接头,进行CNC加工;S9、对加工完成的液压接头进行清洗。本发明具有提高液压接头的表面处理效果的效果。
北方有色为您提供最新的上海有色金属理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!






































































