全部
▼
 971
971
 0
0
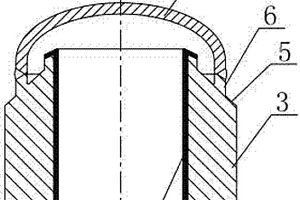
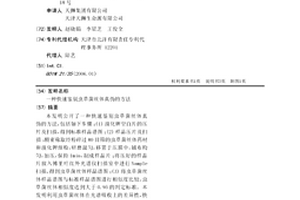
本发明公开了一种试压封头与堆焊补强管管口的试压用连接结构,包括:试压封头和堆焊补强管,堆焊补强管包括:补强管,补强管内壁为堆焊层,补强管的管口端部外壁为斜坡,堆焊层延伸至补强管管口外壁斜坡的坡口上,在斜坡上还设置有试压凸台,试压封头焊接在试压凸台上本发明的优点是:构简单,试压时试压封头直接与试压凸台连接,对堆焊层无影响,无需另外进行局部消应力热处理及无损检测等,工作量大大减少,提高了工作效率,降低了生产成本。本发明适用于所有试压封头与堆焊补强管管口的试压用连接。
 1525
0
1525
0
本发明涉及生物医学领域,具体地说是涉及一种装置,用于细胞生存状态的记录,便于直观检测细胞的状态,提供电刺激,改变细胞的状态。其特征是具有如下性质:(1)记录贴壁、悬浮单个或多个细胞以及组织块的电活动和导电性;(2)对细胞无损伤或损伤很小;(3)瞬时或持续记录细胞电活动和导电性;(4)提供电刺激,改变细胞的状态。这种装置可以用于记录细胞的生存状态(活性,迁移侵袭,分裂增殖能力)等变化,或给予合适的电刺激,改变细胞的生存状态。
 847
0
847
0
本发明公开了一种聚焦型超声换能器,其依次包含有匹配层、压电振子层和背衬块,所述压电振子层的材料为压电单晶/聚合物1-3复合材料;所述压电单晶为铌镁酸铅-钛酸铅,其化学组成为(1-x)Pb(Mg1/3Nb2/3)O3-xPbTiO3,晶体方向为方向;或铌铟酸铅-铌镁酸铅-钛酸铅,其化学组成为xPb(In1/2Nb1/2)O3-yPb(Mg1/3Nb2/3)O3-(1-x-y)PbTiO3,晶体方向为方向;其中,0﹤x﹤1,0﹤y﹤1,且0﹤x+y﹤1。本发明的换能器结构简单,制作方便,造价便宜,可以获得高灵敏度、带宽和分辨率,在医用超声成像和工业无损检测领域具有广泛的应用前景。
 1078
0
1078
0
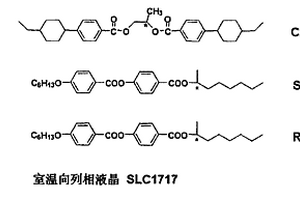
本发明涉及液晶材料技术领域,特别涉及一种手征向列相液晶材料的制备方法,根据螺距大小的不同,可应用于温度指示、无损检测、防伪商标、低阈值激光、液晶显示器件的彩色滤光片、光增亮膜及节能玻璃贴膜等领域。具体制备工艺为:将具有手性翻转性能的手性化合物或者手征性液晶、常规手性化合物、向列相液晶按照一定质量比混配均匀,其中,具有手性翻转性能的手性化合物或者手征性液晶的质量分数为59.9~0.1%,常规手性化合物的质量分数为0.1~59.9%,向列相液晶的质量分数为40.0~99.8%。优点是所制备的手征向列相液晶材料的螺距可随温度改变而改变,其增大或减小趋势可根据配方比例自由控制调整。
 1107
0
1107
0
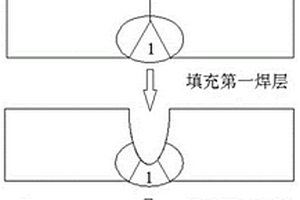
本发明提出了一种角铁塔包钢的焊接方法,包括以下步骤:在角钢对接焊缝的内侧面加工出第一坡口,在第一坡口处填充第一焊层,第一焊层焊接时电流245‑285A,电压27‑29V,焊接速度470‑570mm/min,热输入7‑10kJ/cm;在对接焊缝的外侧面加工第二坡口,第二坡口的深度从外侧面延伸至第一焊层厚度的中心处;在第二坡口处填充第二焊层,第二焊层焊接时电流245‑285A,电压27‑29V,焊接速度470‑570mm/min,热输入7‑10kJ/cm;第二焊层的外侧填充有若干道焊层。本发明使角钢塔包钢一级焊缝一次交验合格率提高到了99%,无损检测时无缺欠位置存在。
 856
0
856
0
本发明公开了基于嗅觉味觉交互作用的绿茶品质可视化传感判别方法,属于茶叶品质快速无损检测技术领域。该方法选取不同类别、不同等级的绿茶样本,筛选出卟啉衍生物和pH指示剂作为色敏材料固定在基底上制成传感器阵列;首先通过图像采集装置获取传感器阵列的原始图像,再获取传感器阵列与绿茶香气和茶汤反应后的图像,最后将两组图像中每个传感器单元的RGB值相减,即得每个样本的特征矩阵;基于特征矩阵构建判别模型,实现对不同品质绿茶样本的判别。本发明利用可视化技术能够快速、准确地判别不同品质的绿茶样本,并且具有操作简单、便捷、结果可靠的特点。
 961
0
961
0
本发明公开了一种高温气冷堆核电站主蒸汽管道P91焊接工艺,主要包括焊前准备、焊接部件预热、部件焊接、焊后马氏体转变、焊后热处理组成,本发明的主蒸汽管道P91焊接工艺能够提高焊缝外观和无损检测质量,并改善焊接接头的冲击韧性和硬度性能,最终提高主蒸汽管道安全性和使用寿命。
 1091
0
1091
0
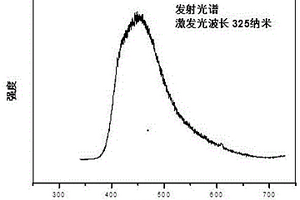
本发明公开了一种铈离子激活的磷酸盐光学工程陶瓷制备方法与应用,属于光学工程陶瓷技术领域。该光学工程陶瓷的化学通式为NaSrLa1‑xCex(PO4)2,其中基质为磷酸盐,x为激活剂Ce3+离子的掺杂摩尔比,0.015≤x≤0.3。该光学工程陶瓷制备步骤为:先采用化学溶胶‑凝胶法制备陶瓷粉体,再采用干压、等静压方法进行陶瓷粉体净尺寸成型,最后进行固相烧结得到最终光学工程陶瓷。得到的光学工程陶瓷在近紫外光的激发下发射出~460纳米的蓝色发光,可以用来制造近紫外芯片激发的白光LED器件或用于工程陶瓷缺陷的无损光学检测方面。本发明的磷酸盐光学工程陶瓷制备简单、生产成本低。
 1219
0
1219
0
本发明涉及无损检测技术领域,公开一种混凝土芯样夹取器,包括至少两个在圆周上均匀间距布置的圆弧状抓手,圆弧状抓手两端分别为连接端和芯样抓取端,连接端内壁沿圆弧状抓手长度方向间距设置有上下位置对应的上铰接部和下铰接部;还包括同时与多个圆弧状抓手上铰接部铰接的上铰接构件、多个与各下铰接部一一对应铰接的连接件、同时与多个连接件铰接的下铰接构件,上铰接构件和下铰接构件中心对正且均设有中心孔,上铰接构件中心孔为通孔,上铰接构件和下铰接构件的中心孔内安装有一下压杆,下压杆背离下铰接构件的端部为伸出于上铰接构件表面的伸出端,伸出端套设有用于控制圆弧状抓手张开或收紧的上压杆,上压杆端面与上铰接构件表面贴合。
 1226
0
1226
0
本发明公开了一种在轴瓦外圆浇铸铜合金的浇铸装置及方法,包括:模套;轴瓦,轴瓦放置于模套内,轴瓦底部开有凹槽;铜合金,铜合金位于模套内侧壁与轴瓦外圆之间;脱水硼砂层,脱水硼砂层设置在铜合金和轴瓦之间,熔融后浸入轴瓦表面;气压加压装置,气压加压装置的出气口与模套的进气口相连通,用于给铜合金施加向下的力;第一冷却水进水‑出水回路,用于给轴瓦底部与铜合金的结合面冷却凝固,使铜合金冷却由底部向上均匀凝固;第二冷却水进水‑出水回路,用于将冷却水喷至轴瓦内部球形凹槽,使铜合金凝固时从瓦壁向外凝固。本发明使铜合冷却凝固由下往上,由轴瓦瓦壁向外均匀冷却,保证了结合强度和无损检测零缺陷。
 1036
0
1036
0
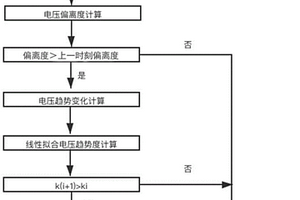
本发明提供了一种车端动力电池析锂在线监控的方法。该方法通过在车端或换电站场景下对电池充电后静置状态下的电池电压数据进行采集,并根据采集的电压数据对各时刻的电压偏离度进行计算;当计算得到的某时刻对应的所述电压偏离度大于上一时刻的电压偏离度时,则触发对电池电压变化趋势的计算,并根据计算得到的电压变化趋势判定电池是否析锂。通过上述方式,本发明能够利用车端或换电站场景下电池充电后的静置状态,准确采集电池的电压数据并进行电压偏离度计算,进而根据电压偏离情况触发对电压变化趋势的计算,以便准确高效地实现对电芯析锂的无损检测;且本发明提供的方法时间短、成本低、效率高、准确性好,具有较高的实际应用价值。
 990
0
990
0
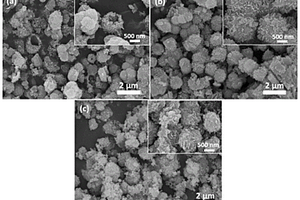
本发明公开了一种丙酮气敏材料及其制备方法。该材料具有如下结构:CuxZn1‑xFe2O4,其中x=0.25‑1,采用一步溶剂热法和高温热处理制备铜‑锌混合铁氧体中空球丙酮气敏材料,成功实现了Cu离子逐步取代Zn离子而获得新型尖晶石结构气敏材料。该制备方法简单、高效、安全,成本低且实际应用价值高,该气敏材料实现了阳离子再分布,具备中空结构,与铁酸锌中空球相比较,该类混合型尖晶石结构气敏材料与CuFe2O4中空球在较低温度下(125oC)对低浓度丙酮表现出更优异的气敏性能,包括高灵敏度、快速响应和优异选择性,在快速无损检测糖尿病患者呼吸气(丙酮)领域展现出广阔的应用前景。
 977
0
977
0
本发明提供一种深水钢悬链线立管的焊接质量控制方法,其包括:第一步,焊接材料选择;第二步,坡口制备;第三步,确定组对精度;第四步,焊接接受标准;第五步,管道运输和保管;第六步,焊缝成型几何尺寸质量控制;第七步,无损检测;该方法可以确保全自动焊接工艺的可行性,改善焊缝性能及焊缝成形几何尺寸,满足深水钢悬链线立管焊接标准规范要求。
 1067
0
1067
0
本发明公开了一种钛合金油管及其制造方法,该钛合金油管化学成分的质量百分数比为:Al:2.30‑5.80,V:1.80‑5.20,Nb:0.80‑2.50,Zr:2.50‑6.50,Mo:1.50‑6.50,Pd:0.15‑0.60,稀土元素0.10‑0.50,C≤0.05,Fe≤0.20,N≤0.05,其余为Ti及不可避免的杂质,该成分经过冶炼、锻造、穿孔轧制、冷轧制、温拉拔、热处理、矫直及无损检测后,管端按照设计的特殊螺纹进行加工,最终制造的钛合金油管产品的力学性能满足:屈服强度Rp0.2:758MPa‑965MPa,抗拉强度Rm≥862MPa,伸长率A50≥14%,‑10℃夏比冲击值≥45J,达到APISpec 5CT标准110ksi强度级别要求,具有良好的抗CO2、H2S及Cl‑共存的苛刻腐蚀环境和应力腐蚀性能要求,能够满足深井、超深井及苛刻腐蚀环境的油气田开发需求。
 1132
0
1132
0
本发明公开的一种将16bit数据形成伪彩色图像的方法,首先,构建RGB颜色模型立方体,在RGB颜色模型立方体内构建螺旋曲线;然后,加入第四维通道A,构建映射函数;最后,将16bit数据根据步骤2得到映射函数进行色彩映射,进行通道融合后得到伪彩色图像。本发明公开的方法将数据转换为伪彩色图像,易于观察能够清晰得到数据的异常信息,应用于X光进行的无损检测等领域,将数字矩阵转化为图像,快速准确的得到磨损位置。
 1071
0
1071
0
本发明公开了一种7根绞钢绞线嵌铝耐张线夹压接结构及其压接方法,包括钢锚压接管和嵌铝管,嵌铝管嵌入到钢锚压接管内,并包裹穿入连接耐张线夹端的圆线同心绞架空导线7根绞钢绞线,压接钢锚压接管使得嵌铝管紧密贴合圆线同心绞架空导线7根绞钢绞线形成钢绞线耐张接头。本发明钢锚压接管和圆线同心绞架空导线7根绞钢绞线之间增加一层嵌铝管,利用嵌铝管的高塑形和高静摩擦系数,避免在钢锚压接管和7根绞钢绞线压接时出现7根绞钢绞线与耐张线夹被压伤、欠压、松股现象,同时又满足接头的握着力要求,使7根绞钢绞线对接压接更容易实施,压接质量更高,压接头可以免无损检测,减低劳动强度和工程费用。
 939
0
939
0
本发明公开了一种高强度高硬高韧性耐常温冲击球墨铸铁铸件,其特征在于,该球墨铸铁铸件的非铁含量包含以下合金,以重量%计:3.4%≤C≤3.7%,2.4%≤Si≤2.5%,0.04%≤Mg≤0.05%,Mn≤0.2%,P≤0.03%,S≤0.015%,Re≤0.02%。本发明重新设计了球墨铸铁铸件的化学成分,力学性能合格率达到100%,其中本体试块的力学性能超过与附铸试块一样的要求值,铸件金相组织合格,铸件经无损检测合格。
 1305
0
1305
0
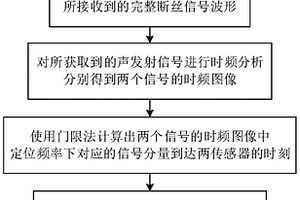
本发明公开的一种基于多频声发射信号的缆索断丝位置确定的方法,属于无损检测技术领域。本发明实现方法为:将两个及以上的声发射传感器固定于缆索之上,同时获取各个传感器声发射信号的波形,每两个相邻传感器接收到的信号作为一组断丝声发射信号。对得到的各组断丝声发射信号进行时频分析,分别得到各组信号的时频图。使用门限法得到各组时频图中定位频率下对应信号分量到达两传感器的时刻t1和t2,将所有数据点和拟合直线之间的残差平方和最小时对应的频率作为定位频率。根据定位公式,计算出断丝点分别到每组传感器的距离差Δd,则断丝点到该组1号传感器的距离为(Δd+l)/2,l为该组传感器之间的距离。由此实现对缆索断丝位置的确定。
 1082
0
1082
0
本发明涉及一种锤杆锻造工艺,其特征在于:包括如下步骤:1)、下料:采用全自动数控锯床或数控剪断机将合金钢18CrNiMo7‑6棒料下料为规定尺寸的坯料;2)、第一火将坯料加热温度至1100~1150℃,压钳口,倒棱,错水口;3)、第二火对2)步获得的坯材进行再次加热,加热至1180~1200℃,采用圆弧齿状上凸下凹型砧镦粗,拔长至规定尺寸;4)、粗加工去氧化皮;5)、无损检测;6)、精加工;7)、渗碳淬火。该工艺生产的产品锻件质量好,韧性、强度高,提高了锤杆的使用寿命。
 1006
0
1006
0
本发明提供了一种提高奥氏体不锈钢管材内表面质量的加工方法,该方法为:对轧制态的奥氏体不锈钢插入管依次进行固溶、矫直、固定芯头拉拔和后处理,得到具有高质量内表面的奥氏体不锈钢管材。本发明的加工方法工艺简单、易于实现、生产效率高而且能耗低,采用该方法加工处理后的奥氏体不锈钢管材,其内、外表面质量好,组织均匀,机械性能优良,无损探伤一次检测合格率高达90%以上,可广泛应用于不锈钢薄壁细长管材加工行业。
 968
0
968
0
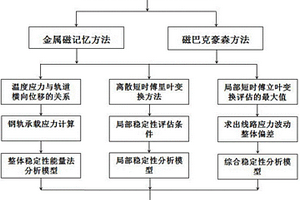
本发明公开了无缝线路长钢轨道线路稳定性分析判定方法,该分析判定方法分为整体稳定性、局部稳定性、综合稳定性;整体稳定性是对无缝线路的温度压力与轨道横向位移的关系进行计算分析,设定线路的最大允许温度应力,建立无缝线路整体稳定性能量计算公式。局部稳定性是利用离散短时傅里叶变换方法,确定线路局部稳定性的评估条件;综合稳定性中是利用积分求和的思想将无缝线路钢轨分段,利用每一段中离散短时傅里叶变换得到局部稳定性评估条件的最大值,得到无缝线路应力波动的整体标准偏差。本发明采用自动控制技术切换金属磁记忆和磁巴克豪森噪声工作系统,形成了在线、快速、无损的检测长钢轨温度应力方法。
 1194
0
1194
0
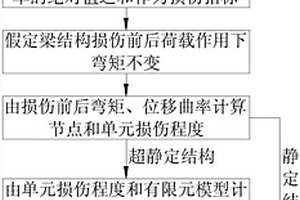
本发明公开了一种逐跨均匀荷载面曲率差的梁结构损伤识别方法,步骤如下:由梁结构损伤前后的频率和振型计算柔度矩阵;对梁结构各跨逐跨施加均匀荷载,将荷载与结构损伤前后的柔度矩阵差相乘,得到位移差;损伤指标取各跨均匀荷载作用下位移差曲率的绝对值之和;假定梁结构损伤前后荷载作用下弯矩不变;根据梁结构损伤前后的弯矩变化和位移曲率计算节点损伤程度,进而计算单元损伤程度;若梁结构为超静定结构,通过上一步计算的单元损伤程度和有限元模型得到损伤前后弯矩变化后,再重复一次上一步骤得到最终的单元损伤程度。本发明有效提高了柔度曲率指标损伤定位的能力,并能准确地进行损伤程度识别,可较好应用于梁结构的无损检测。
 1238
0
1238
0
本发明涉及打印机硒鼓的再制造,属于打印机配件再制造领域。一种打印机硒鼓再制造的方法,步骤包括:a.内嵌销钉的移除,b.充电辊、显影辊、送粉辊、出粉刀的拆除、清洗、检测、修复与更换,c.碳粉再制造,d.重新灌粉,e.部件的安装。本技术方案实现了打印机硒鼓的无损拆解、出粉刀的热修复、显影辊的更换、碳粉盒的非拆卸式灌粉、打印机硒鼓其它配件的清洗、以及碳粉的回收再加生产,本技术方案还提供解决硒鼓中显影辊等不可更换零件的修复或者更换,实现硒鼓各个部件的回收再制造,促进资源的回收利用。
 876
0
876
0
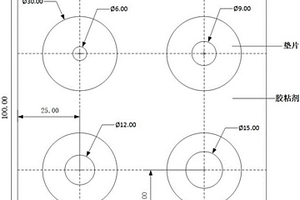
本发明提供一种胶层含空气孔洞的复合材料胶接结构缺陷试块的制作方法,属于无损检测领域。本发明采用3D打印技术制作胶层垫片,实现在复合材料多层胶接结构的胶层模拟真实的空气孔洞缺陷,解决现有技术无法定量设计胶层中空气孔洞缺陷的大小、形状及厚度等技术问题。本发明具有模拟真实可靠、量化精度高、可拓展性好等优点。
 969
0
969
0
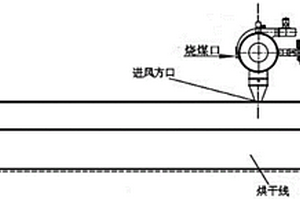
隧道式烘房加工草果的工艺流程,采用以下步骤:选取无损伤、无病害的草果,洗干净备用;将洗净后的草果装入十四辆干燥小车,每车草果1000-1200千克,第一步将四辆干燥车推入干燥室内烘干线中,点火烘烤,快速升温达标,维持烘干线温度98-100℃,烘烤三小时;三小时后颠倒进车次序,此后每隔1.5小时再将一干燥小车推入烘干线中,相应颠倒干燥小车的次序,前五车维持烘干线温度不变;从推入第六辆干燥小车起,烘干线温度控制在82-88℃;烘干线烘烤草果18小时后,每1.5小时推出一干燥小车,相应的推入一辆干燥小车;干燥小车推出烘干线后常温放置24小时,检测合格后,包装。该方法干燥后草果香味素流失少,成本低,品质高,每天加工鲜果量20-25吨,满足大规模生产需要。
 1233
0
1233
0
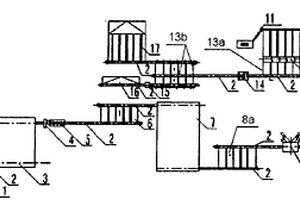
热轧无缝钢管的热处理工艺方法及系统,热处理工艺包括以下步骤:1)上料;2)淬火加热:钢管在淬火炉(3)中加热,淬火炉(3)采用燃气式步进梁式加热炉;3)高压水除鳞:加热出炉后钢管通过高压水除鳞装置(4)去除表面的氧化铁皮;4)淬火:采用隧道式淬火装置(5)进行淬火;5)回火加热,回火炉(7)采用燃气步进梁式加热炉;6)矫直和冷却;7)无损检测;8)成品及半成品收集:无缺陷的钢管在成品收集台架(17)上进行收集,有缺陷管在半成品收集台架(16)上进行收集。采用燃气式步进梁式加热炉对钢管进行淬火加热以及回火加热,使钢管加热更均匀,加热处理后的钢管组织性能好。采用隧道式水淬方式进行淬火,用水量少、节约能源、生产安全、设备维护简单。
 911
0
911
0
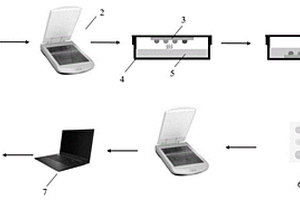
本发明公开了一种快速鉴别虫草菌丝体真伪的方法,包括如下步骤:(1)溴化钾空白片的压片及扫描,得到标准样品谱图;(2)样品压片及扫描:精密称取经粉碎过80目筛的虫草菌丝体药材和溴化钾细粉,研磨混匀,移置于压膜中,铺布均匀,加压,保持1min,制成样品片;将压好的样品片放入傅里叶红外光谱仪扫描室中进行Sample扫描,得到虫草菌丝体样品谱图;(3)将虫草菌丝体样品谱图与标准样品谱图进行相似度比较,虫草菌丝体相似度达到大于0.95的判定标准。本发明利用虫草菌丝体在光谱吸收上的差异性,快速鉴别虫草菌丝体真伪优劣。检测快速,样品无损,使用量极少;样品进行全波红外光谱扫描,样品信息完整。
 1024
0
1024
0
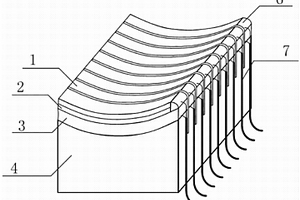
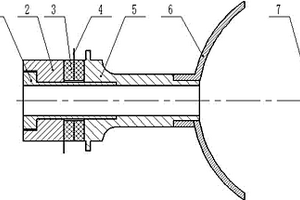
本发明公开了一种纵弯复合超声振动聚焦器,包括螺栓、后盖板、压电陶瓷片、电极片、变幅杆和聚焦球壳。所述的后盖板、所述的压电陶瓷片、所述的电极片和所述的变幅杆依次套设在所述的螺栓上,所述的后盖板、压电陶瓷片、电极片和变幅杆通过所述的螺栓联接夹紧,聚焦球壳设置在变幅杆的前端。本发明中纵弯复合超声振动聚焦器采用夹心式压电换能器结构,具有功率容量大、声场聚焦能力强等优点。本发明可以应用于超声气体介质声场聚焦、多相流声场聚焦、超声医疗、超声除尘、超声干燥、超声凝聚、超声无损检测等领域。
 974
0
974
0
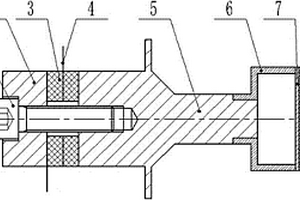
本发明公开了一种大功率空气耦合超声振动换能器,包括螺栓、后盖板、压电陶瓷片、电极片、变幅杆、转换套筒、振动板和粘接在振动板上的耦合层。后盖板和变幅杆通过螺栓将依次套设在螺栓上的后盖板、压电陶瓷片、电极片和变幅杆联接夹紧,转换套筒设置在变幅杆的前端,振动板和粘接在振动板上的耦合层设置在转换套筒的前端。本发明采用夹心式压电换能器结构,具有功率容量大、声场输出强度高等优点,可以应用于超声去泡、超声悬浮、超声医疗、超声除尘、超声干燥、超声气体介质声场聚焦、多相流声场聚焦、超声凝聚、超声无损检测等领域。
 898
0
898
0
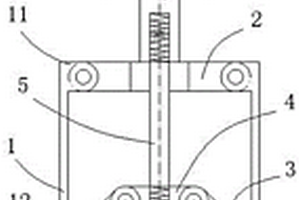
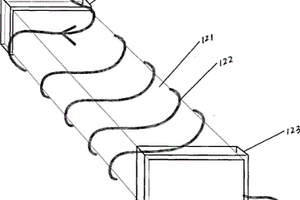
本发明是一种非电流互感器式工频弱电电磁信号传感器。包括有底衬(11)及装设在底衬(11)上的至少两个传感器(12),传感器模块(12)的轴向几何轴线相互错开,传感器(12)包括磁芯(121)及绕在磁芯(121)外侧用于感应磁场、产生电动势的漆包线(122),两个传感器(12)的漆包线(122)的一端与多级放大电路模块(2)的输入端连接,两个传感器(12)的漆包线(122)的另一端彼此连接在一起组成传感器对。本发明采用无损检测技术,无伤墙面,成本低,灵敏度高,靠近通电电线时,强度变化显著;且定位准确,指示位置与电线实际位置误差小,仅为±0.5CM;简单易用,无需任何专业知识即可操作;结构简单,坚固耐用,安全可靠,无射线、超声波等释放,也不需要在电线上安装仪器,是一种方便实用的非电流互感器式工频弱电电磁信号传感器。
北方有色为您提供最新的有色金属无损检测技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!






































































