全部
▼
 804
804
 0
0
本发明公开了一种连铸结晶器短边铜板侧面涂层的制作方法,按照以下步骤:S1:铜板边部熔覆前处理及其无损检测;S2:铜板就位至合适的熔覆位置;S3:抛磨;S4:检查;S5:高速激光熔覆;S6:铜板翻转;S7:按照步骤S3、S4和S5的操作方式,将金属粉末熔覆在铜板的第二个侧边的表面,形成熔覆层;S8:再加工。从而达到对连铸结晶器短边铜板侧面进行涂层制作的目的,本发明通过将高速激光熔覆技术应用到铜板侧面的涂层制作中,在结晶器铜板表面进行熔覆时,具有较高的熔覆质量,结合强度高,不易剥落,对环境污染较小,为连铸结晶器短边铜板侧面涂层的制作提供了新的技术。
 1169
0
1169
0
本发明公开一种多焊缝叶环类零件焊接专用夹具及焊接变形控制方法,该夹具保证外机匣、内环及叶片装配后符合图纸要求;通过控制定位环底面和内定位环底面的距离及公差,保证外机匣和内环的高度位置;通过定位环及上支撑环控制外机匣的轴向位置和径向位置;通过移动压板压紧使外机匣与定位环贴合,通过挡板将上支撑环与外机匣贴合;通过内定位环及压环控制内环的轴向位置和径向位置;通过六角头压紧螺钉将压环压紧内环;通过大支柱端面位置限制上定位环的位置;通过装配零件、氩弧定位焊、三坐标测量、电子束焊接、无损检查、真空热处理及尺寸检查等工艺过程,有效降低了焊接变形,提高了零件的尺寸精度和零件使用性能。
本发明公开了一种特厚高层建筑结构用高强度钢板Q460GJE-Z35及其生产方法,包括:KR脱硫→转炉→LF精炼→VD真空处理→浇铸→钢锭脱模时间到后再模冷8小时→清理(8小时内清理完毕)→带温送轧-加热→除鳞→3800mm轧机→矫直→堆冷→外检→探伤→热处理→精整→入库。通过进行合理的成分设计、模铸浇注、加热及热处理,其实物屈服强度在440-480MPa,抗拉强度在540-630MPa,伸长率在24-27%,-40℃冲击功为136~208J,Z向性能分布在36-57之间,单个试样3个Z向性能平均值均大于40%,经JB/T?4730-2005标准无损探伤检测,可达探伤一级。
本发明提供一种核电站安全壳钢衬里筒体及穹顶安装单面焊双面成形激光跟踪MAG自动焊接方法,包括钢衬里板吊装前坡口检查,钢衬里分块板、走道板、操作挂笼、轨道铺设面板及工装吊装,焊接顺序确定、设备放置点规划,MAG自动焊设备吊装,钢衬里筒体分块板、穹顶分块板组对,焊前准备,钢衬里焊接,焊后夹具去除及焊缝清理、设备机具整理及焊缝无损检测等步骤。本发明方法焊接质量稳定,适用范围广,可实现无人化操作,提高了焊接施工效率,适用于核电站钢衬里筒体、穹顶现场安装和车间预制,以及其他类似结构的产品焊接施工。
 990
0
990
0
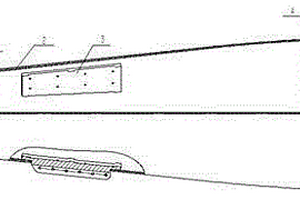
本发明属于核电站无损检测技术领域,具体公开了一种核电站热交换器水室定位板焊缝自动扫查装置,包括安装轨道、可滑动的设于所述安装轨道上的扫查组件,所述扫查组件包括滑动的设于所述安装轨道上的机架、与所述机架可转动相连的一段或多段扫查轨道段、以及配设焊缝检查装置的扫查轨道车,所述扫查轨道段展开形成供所述扫查轨道车运动的扫查轨道,本装置的扫查轨道采用折叠式结构,安装和拆卸时扫查轨道折叠起来,从而减小整体尺寸,进入水室后,扫查轨道展开形成长轨道,提高了本装置的扫查范围,本装置的安装和拆卸均在水室外面进行,人员无需进入水室内部,降低了人员受辐照的风险。
 1217
0
1217
0
本发明涉及管道焊接技术,尤其涉及大直径的管道焊接。一种大直径地下管道对接焊接施工方法,它包括埋设在地表下的若干段待对口连接的钢管,它包括下列步骤:钢管对接口开坡口、组对和清理步骤,所述坡口为V形坡口,其中钢管以水平中线分为上下对称的上部和下部,上部开设的坡口朝外,而下部开设的坡口朝内;焊接步骤,施工人员对管道上部在管道顶部焊接,而对管道下部在管道内焊接;清理和检查步骤,焊接完毕,清理坡口,并作外观和无损检测。本发明不仅能提高对接焊接工作效率,而且有利于保证施工质量和降低施工成本。
 1274
0
1274
0
本发明公开了一种304不锈钢埋弧焊焊接工艺,涉及焊接领域。该工艺具体为:待焊接的304不锈钢焊接件采用板对接的接头形式,采用“I”型的焊接坡口,焊接件在对应焊缝处的正、背面采用直径为4mm,型号为H08Cr21Ni10Si的焊丝以埋弧焊进行焊接。其中,在正面焊接层的焊接电流为380~400A,电弧电压为30~32V,焊接速度为500mm/min,在背面焊接层的焊接电流为420~450A,电弧电压为33~35V,焊接速度为500mm/min。本发明采用的焊接工艺减少了焊接热的输入,确定的合理焊接顺序可以进一步减少焊接过程中的应力和焊后的残余应力及残余变形,提高了焊接强度。焊后外观检验显示规缝外形美观,过波圆滑,表面无裂纹、咬边、未熔合、夹渣等缺陷。经无损检测显示,焊缝内部质量优良,为合格焊缝。
 1265
0
1265
0
本发明公开了一种机车车轮修复用铁基合金粉末及激光3D打印修复工艺,所述的一种机车车轮修复用铁基合金粉末,按照质量百分含量计算,其组成为:C:0.05~0.09%;P:0.011~0.050%;S:0.005~0.050%;Mo:0.09~0.15%;Ni:1.00~4.00%;Co:0.10~0.50%;Fe:73.94~84.86%;Mn:0.18~0.22%;Cr:13%~20%;Si:0.60~0.90%;B:0.10%。所述的机车车轮激光3D打印修复工艺,包括:对机车车轮表面预处理步骤;无损检验步骤;设定激光3D打印修复工艺参数步骤;踏面的机器人示教步骤;轮缘的机器人示教步骤;激光3D打印步骤;3D打印修复层检测步骤。解决了现有机车车轮没有专用修复合金材料的问题。
 1014
0
1014
0
本发明公开了一种立管柔性接头S‑lay在线安装施工方法,包括以下步骤:对柔性接头进行检查和准备工作;将柔性接头与作业线上的预制接长管进行对中、焊接工作,对焊缝位置进行无损探伤以及外表面涂层处理;安装拖拉封头,并进行外部背压测试检查密封性;安装应变控制过渡装置,应变控制过渡装置通过钢缆动力连接于绞车;向前移船并同步释放预制接长管,监控柔性接头通过船艉和托管架滚轮过程,避免出现卡顿;直至将柔性接头放置海底,解除钢缆的连接,完成柔性接头的安装过程。本发明通过柔性接头安装工艺、应变控制过渡装置解决柔性接头通过作业线时局部应力集中问题,可以极大提高安装作业效率、降低作业风险、节约工程造价。
 967
0
967
0
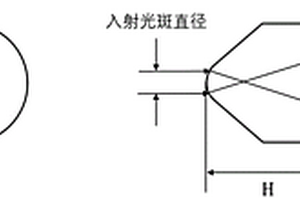
一种用于太赫兹频段的匀光棱镜结构及其成像方法,涉及太赫兹照明领域,包括不同面型的匀光棱镜,面型为非球面柱面或者非球面圆锥面,其中不同面型的匀光棱镜为非球面柱面棱镜或非球面圆锥面棱镜,单个非球面柱面棱镜对高斯圆斑整形后出射得到光强均匀分布的线形光斑,单个非球面圆锥面棱镜对高斯圆斑整形后出射得到光强均匀分布的圆形光斑。两个正交的非球面柱面棱镜组合,出射光斑为一条以一定角度发散、强度分布趋于均匀化的平顶光。本发明利用简易匀光棱镜的方法实现对太赫兹波段高斯光束的整形,该棱镜不仅可以实现圆形的平顶光还可以实现线形分布和矩形分布的平顶光,为实现高质量、快速的太赫兹安检人体成像与无损检测提供了一种可能性。
 895
0
895
0
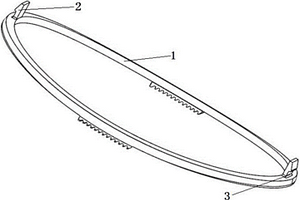
一种锥形回转体结构的舱体及其制作方法,舱体包括前接框、后接框,前接框和后接框之间连接锥体,锥体上设有前翼座,所述锥体包括玻璃纤维层、碳纤维层、芳纶纤维层、超高分子量聚乙烯纤维层、玄武岩纤维层,所述层间连接树脂层。舱体制作方法,包括步骤,确定前接框、后接框和锥体结构尺寸;进行锥体有限元分析计算,确定锥体结构;锥体成型,锥体纤维缠绕材料铺层成型,再进行后固化、外形尺寸加工、脱模和无损检测;制作型架;在型架上,将两端前接框、后接框和锥体装配在一起;舱体检验。具有重量轻、装载比高的特点,且降低了制造成本,拓展了复合材料在航空弹药领域的广泛应用。
 1164
0
1164
0
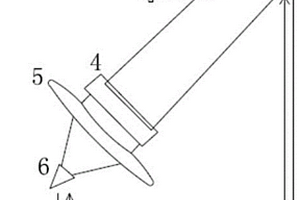
本发明公开了一种太赫兹波转镜连续成像方法,包括如下步骤:发射连续的太赫兹波,太赫兹波经反射镜反射后入射目标样品;多次调整反射镜方位改变太赫兹波在目标样品上的入射位置,采集不同入射位置对应的目标样品成像信号;对多次目标样品成像信号进行数据重建,得到太赫兹波扫描成像结果。本发明与现有技术相比,不需要太赫兹波发射器或目标样品进行移动,解决了传统的太赫兹连续波系统扫描成像时间长和系统体积大的问题,提高了扫描时的稳定性,实现了太赫兹成像技术在工业无损检测、生物医学检查领域的广泛应用。
 1170
0
1170
0
本发明公开了一种海洋工程吊机臂架斜撑钢管替换和焊接方法,包括臂架区域布置、臂架的检验、缺陷斜撑的移除、表面的准备、预热、焊接、无损检测等步骤。本发明效率高,且能控制变形,工作效果好。
 1008
0
1008
0
本发明公开了一种汽车模具的修复工艺,包括以下步骤:(1)采用无损探伤的方法对磨具进行检测;(2)磨具裂纹清理;(3)打磨裂纹;(4)配制合金粉;(5)对模具进行预热处理;(6)激光修复;(7)修复完成后对模具表面进行石棉保温,并缓冷至室温,然后检验尺寸并进行探伤;(8)磨具清洗;(9)磨具表面维护。该汽车模具的修复工艺采可以保持熔池温度稳定,且采用低温加热的方法进行预热,可有效避免产生裂纹气孔等缺陷;修复后的产品表面硬度高、光泽度好、无气孔、无裂纹。
 954
0
954
0
本发明属于压盘的铸造工艺技术领域,具体涉及一种离合器压盘的铸造工艺,包括铁水制备、铁水静养和浇注成型。本发明相比现有技术具有以下优点:本发明中提高铸件珠光体含量,使铸件金相组织及力学性能满足要求对铸件进行无损检测,同时满足了射线探伤I级、超声探伤I级和磁粉探伤I级的检验要求,采用上述铸造方法和铸造装置制备离合器压盘,其金属的使用率提高了40%以上,工作效率提高了60%左右。
 1197
0
1197
0
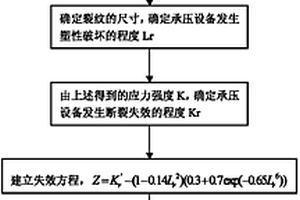
本发明公开了一种含表面裂纹缺陷承压设备的定量风险分析方法,其包括以下步骤:1.对待分析承压设备进行无损检测;2.计算含裂纹缺陷承压设备的应力强度因子KI;3.计算承压设备发生塑性破坏的程度Lr;4.计算承压设备发生断裂失效的程度Kr′;5.建立失效方程,将Lr值和Kr′值代入方程中,根据公式Z=Kr′-(1-0.14Lr2)(0.3+0.7exp(-0.65Lr6))进行计算;6.采用蒙特卡洛法计算含表面裂纹的失效概率;7.确定含表面裂纹缺陷修正因子FD,计算承压设备的失效可能性。本发明考虑了表面裂纹缺陷对承压设备的影响,提高了风险分析结果的精度,在对承压设备检验维修时更有针对性也更加合理。
 1105
0
1105
0
一种薄壁弹性环的加工方法,属于航空发动机技术领域,所述方法包括如下步骤:机械加工,将环形毛坯件加工成薄壁环形零件;机械弯形,将零件的凸台插装于弯形模具凹模的定位孔内,将薄壁环端面所在平面压弯成中间高两侧低的马鞍状;去应力退火,将弯形加工后的薄壁弹性环零件放入加热炉内进行去应力退火;校型,将零件的凸台插装于弯形模具凹模的定位孔内,手工校准零件形状,确保零件与凹模表面之间缝隙不大于0.35mm;定型热处理,包括淬火、预先回火和定型回火三个阶段;产品检测,对尺寸检验合格的薄壁弹性环零件进行无损探伤。本发明所述方法能有效提高薄壁弹性环零件的加工质量,解决了薄壁弹性环零件在定型热处理后易产生变形及表面裂纹等问题。
 1022
0
1022
0
本发明公开了一种多层包扎式高压容器的制造方法,解决了多层包扎式高压容器的封头组件焊接变形的问题,其技术方案要点是:所述方法包括如下步骤:封头制造,封头原料压铸成型、封头加工与人孔和接管组件相配合的U型坡口、焊接预热处理、在封头上组对焊接人孔和接管组件形成封头组件、对封头组件进行热护理;内筒体制造,取内筒体原料卷筒加工、对加工后的原料缝隙处焊接处理形成内筒体、对内筒体焊接处进行热处理、内筒体较圆、内筒体密封性检验;层板包扎,层板原料卷筒形成层板、内筒体外多层层板依次包扎焊接、层板无损检测;达到了封头组件焊接不易变形的目的。
 1092
0
1092
0
本发明属于钢管加工技术领域,具体涉及一种耐磨疏浚用35号钢埋弧焊管的制造工艺,包括以下步骤,原料检验;铣边;预弯;折弯;合缝预焊;内外焊;无损检测;备货入库。本发明原材料节能环保,提升了经济效率,同时采用对称V形70°坡口、不镀铜焊丝、高碱性烧结焊剂、焊前加热焊后缓冷方式,焊接效率高,不易形成CO气孔和冷热裂纹。
 940
0
940
0
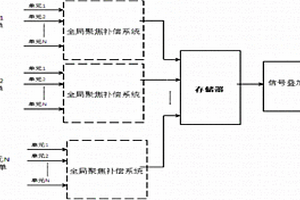
本发明公开一种在单个换能器单元轮流发射,所有换能器单元接收并将发射和接收合成聚焦在空间多个采样点的回波线扫描信号且可大大改善空间成像质量的相控阵全局聚焦系统及其聚焦方法。其包括换能器单元、信号处理单元、动态延迟全局聚焦补偿模块和信号叠加模块,其可以将相控阵发射和接收合成聚焦在空间初始聚焦点之后合成线上的任何一个空间点上,在超声波相控阵无损检测应用中,采用其可以获得成像失真小、图像质量高的预设采样点反射的回波线扫描信号,并且在折射的条件下也可以满足所有深度聚焦补偿要求。其还可以改善传统相控阵技术,减小因缺陷深度不在聚焦深度而产生失真,可以达到被检物成像全图聚焦的效果。
 1186
0
1186
0
本申请涉及烟草分析技术领域,具体涉及一种卷烟开包气息的分析方法,所述方法包括:1)将拆封后的卷烟在恒温条件下置于大体积密封环境的底部,进行真空萃取,捕集获得含卷烟开包气息成分的样品;2)将步骤1)的含卷烟开包气息成分的样品进行热脱附;3)将步骤2)热脱附后的产物高温条件下在线采用气质联用方法进行检测。本发明可实现卷烟开包气息的全自动在线分析,更加方便快捷;大容量顶空设计可满足卷烟小盒包装的无损放入;方法灵敏度高、稳定性好,可检出卷烟开包气息中188种成分,能够满足卷烟开包气息成分分析需求。
 1135
0
1135
0
本发明提出一种对飞机电加温前缘蒙皮裂纹腐蚀故障的修复方法,针对飞机电加温前缘受到气流振动、外来物撞击等原因,引起前缘蒙皮受力疲劳或失效,从而导致电加温前缘蒙皮裂纹的故障,以及飞机电加温前缘受高温、潮湿环境、气流振动等原因,引起前缘蒙皮与外界潮湿空气发生的电化学腐蚀,从而导致电加温前缘蒙皮腐蚀穿孔损伤的故障。通过对蒙皮和补片材料分析,确定铝基粉末材料作为激光熔覆焊接修复材料,该材料与前缘蒙皮材料力学性能、高温抗氧化性能相当,可满足使用中高温、强气流的使用要求,通过应用结构修理工艺和激光熔覆焊接工艺相结合的方法,对飞机前缘蒙皮裂纹、腐蚀的故障进行修复,经过外观检查、无损检测、装机验证保证使用可靠性。
 1224
0
1224
0
本发明公开了一种炉支架用不锈钢制备方法,采用转炉冶炼,通过顶吹,充分脱碳,采用冷拔工艺将钢管冷拔到所需管外径和壁厚的中间半成品管,采用纯氮气保护气氛对清洁处理过的成品管进行气氛光亮热处理,对整个成品管进行矫直,对矫直处理后的成品管无损检测,检验合格后对成品管进行防喷涂有抗腐蚀涂层,然后包装入库,从而成功生产出用于炉支架高强度防腐不锈钢,本发明的不锈钢炉支架具有强抗腐蚀性能,横向屈服强度高,且具有优异低温韧性。
 951
0
951
0
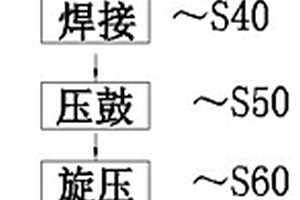
本发明涉及一种大直径薄壁弓形奥氏体不锈钢封头的加工方法,包括以下步骤:S10:选材;S20:划线,S30:下料,S40:焊接,S50:压鼓成形SR球面,通过压鼓机和压鼓模具对圆片进行冷打鼓成形;S60:旋压,对压鼓成型的SR球面进行端口朝下利用特殊工装固定反向冷旋压翻边成形,形成弓形封头的半径r及直边部位;S70:坡口并研磨,对旋压成形的弓形封头进行坡口处理,并对坡口处进行研磨处理,以保证坡口的平整度;S80:无损检测,对封头焊缝按照NB/T47013进行表面渗透PT,X射线探伤RT,步骤S90:酸洗检查。本发明扩大了产能,降低了产品报废率,提高了生产效率,大大增加了经济效益。
 833
0
833
0
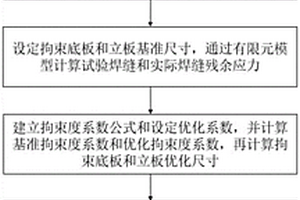
本发明涉及一种高强管线钢单面焊双面成型焊接性评估方法,依次包括以下步骤:选取两块试验板,采用多维拘束试验系统并确定焊接方式;两块试验板采用V型坡口组合对接;设定拘束底板和拘束立板的基准尺寸并根据管线钢规格、试验焊接方式和焊接工艺参数建立有限元模型,通过有限元模型计算试验焊缝和实际焊缝残余应力;建立拘束度系数计算公式和设定优化系数,先计算基准拘束度系数,再计算优化拘束度系数,然后计算拘束底板和拘束立板的优化尺寸;两块试验板对接焊接得到试验焊缝;对试验焊缝进行超声波无损检测和截面检查得到冷裂纹情况。本发明既能保证适当的安全裕量,又能合理降低保守度,能对高强管线钢现场施工环缝焊接性进行有效评估。
 1044
0
1044
0
本发明公开了一种稀土耐低温汽车零部件用Q460热轧圆钢的制备方法,其炼钢工艺流程为:转炉—炉外精炼—VD真空处理—连铸;轧钢工艺流程为:铸坯加热—高压水除磷—Ф850mm开坯机—Ф700mm×3+Ф550mm×4连轧机组轧制—锯切—缓冷—无损检测—堆垛——检查—修磨—打捆—入库—发货;其中轧制工艺中控制的技术参数为:加热温度1200—1250℃,保温时间≥2.5小时;开轧温度≤1150℃;终轧温度≤850℃;缓冷时间≥48小时;其轧后的组织为铁素体+珠光体组织。本发明的目的是提供一种稀土耐低温汽车零部件用Q460热轧圆钢的制备方法,通过热轧状态交货,无需复杂热处理工艺,具有较宽的工艺窗口。
 968
0
968
0
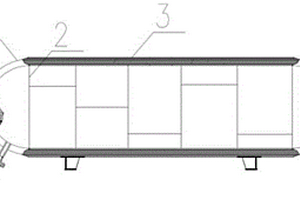
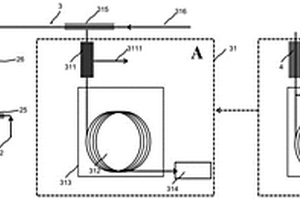
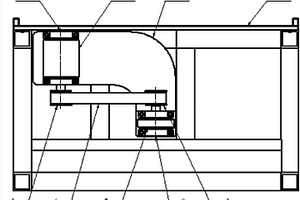
本发明是一种压力容器法兰爬行小车周向运动模拟台架,涉及核反应堆压力容法兰面螺纹孔的无损检测技术领域。本发明用于模拟压力容器法兰爬行小车的周向运动,爬行小车固定在机架上后,气缸伸出将整个滚轮传动系统顶到爬行小车上,爬行小车驱动轮带动主动滚轮,再通过同步带传动带动从动滚轮,最后再带到爬行小车终端编码器轮转动,实现了周向模拟功能。本发明的设计核心在于采用了先进的周向运动模拟方法,本发明能够替代压力容器法兰模拟体完成法兰面检查装置的调试,具有结构小巧、重量轻、成体低、携带方便、适用堆型多等优点。
 820
0
820
0
本发明一种镍基高温合金涡轮支撑座氩弧焊修复方法,包括以下步骤:S1、选择与支撑座材料成分一致的镍基高温合金焊丝;S2、修复前表面清理;S3、先用铝箔纸在支撑座上贴成一个保护罩,再用气管一直往里充氩气,将焊缝背面置于一个密闭的氩气保护环境中,然后再将贴好铝箔的支撑座安装在专门的防变形工装中;S4、氩弧焊修复,将缺口位置全部焊满,目视检查完全焊满,无咬边和凹坑现象,补焊分多次完成,直至补焊结束;S5、焊后热处理;S6、打磨加工;S7、无损检测。本发明降低了发动机涡轮支撑座的使用和维修成本,修复部位无裂纹缺陷。
北方有色为您提供最新的有色金属无损检测技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!






































































