全部
▼
 1046
1046
 0
0
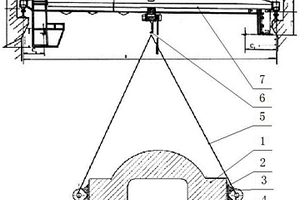
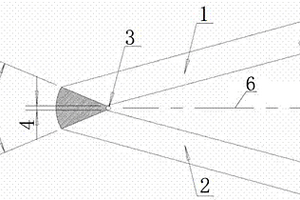
一种压力容器顶盖封头吊装用吊具工装的焊接方法及其应用,属于核电站反应堆压力容器顶盖封头吊装技术,解决海上浮动核电站反应堆压力容器顶盖封头吊装的技术问题,包括以下步骤:S1、吊耳形状结构设计及吊耳焊接位置确定;S2、母材本体外壁焊接位置处堆焊隔离层;S3、使用手持电动角磨机对隔离层外表面进行光滑打磨处理,完成后在隔离层的外表面上焊接过渡层;S4、吊装位置无损检测;S5、吊耳焊接。采用本发明的顶盖封头专用吊具的焊接及起吊工艺,通过有限元受力分析软件,优化吊耳的结构、数量及位置,使得实际生产中能够容易实现,方便操作,同时有效防止顶盖封头在起吊过程中损伤,缩短了制造周期,节约制造成本。
 924
0
924
0
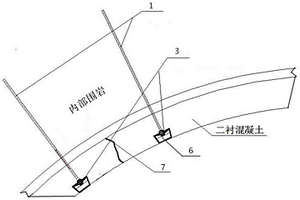
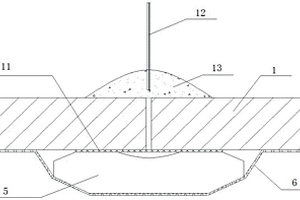
本发明公开了一种隧道二次衬砌裂缝修整加固方法,包括以下步骤:S1、沿裂缝走向,在裂缝两侧标记锚孔位;S2、在锚孔位进行钻取锚孔操作;S3、用高压气体对锚孔内的石屑进行清理;S4、沿锚垫板边缘位置画出开槽边线,并沿开槽边线切出加固孔;S5、将中空锚杆设置有膨胀套的一端塞入锚孔内,通过旋转中空锚杆令中空锚杆端头外侧的膨胀套扩张开撑紧锚孔内侧壁;S6、在中空锚杆外侧套接止浆塞,对中空锚杆以及裂缝缝隙进行注浆操作;S7、浆液凝固后,将外露在浆液外侧的通气管割除,在中空锚杆外侧套接锚垫板;S8、在中空锚杆外侧端头套接紧固螺母并焊接;S9、焊接钢筋网片;S10、对加固孔进行回填;S11、进行超声波无损检测。
 1241
0
1241
0
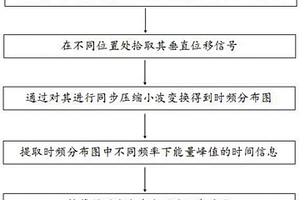
本发明属于无损检测技术领域,具体涉及一种计算激光声表面波频散曲线的方法,包括如下步骤:利用脉冲激光在薄膜/基体的表层激发复频声表面波,在不同位置处拾取其垂直位移信号,通过对其进行同步压缩小波变换得到时频分布图,提取时频分布图中不同频率下能量峰值的时间信息,从而计算得到激光声表面波频散曲线。该方法计算激光声表面波频散曲线的准确度高。
 1197
0
1197
0
本发明提供了一种提取基因组DNA的试剂盒,试剂1、试剂2和试剂3。本发明所述试剂盒增强了所提取基因组DNA的纯度和完整性,提高产物得率,所用试剂无毒无害,保证操作人员的健康,减少环境的污染。可提取微量样本中的基因组DNA,实现了被检测的物体的无损伤取样,且提取效率高。
 1177
0
1177
0
本发明公开了一种利用荧光显微镜快速挑选秀丽线虫的方法,属于生物技术领域。一种利用荧光显微镜快速挑选秀丽线虫的方法,步骤为:将琼脂糖溶液在载玻片上制备成琼脂糖固定垫,通过注射油将线虫虫体固定在琼脂糖固定垫上,使用倒置荧光显微镜观察线虫虫体中荧光信号的表达,在体视显微镜下,滴加恢复缓冲液至检测到荧光信号的线虫上方,等线虫浮起并开始活动后挑至培养板上,常规培养。本发明解决了现有技术无法对荧光表达信号低的转基因线虫进行筛选的技术难题,操作简便、成本低、效率高、且对虫体无损伤。
 1057
0
1057
0
本发明公开了一种纤维增强复合材料的失效评估方法,本发明通过对待评估纤维增强复合材料工作环境环境的分析和待评估纤维增强复合材料时间的推断,以及待评估纤维增强复合材料的实时内部状况,分析其内部结构在该环境下的有效工作时间。以此来评估该纤维增强复合材料的失效时间,以及失效时可能会发生的状况。并且在评估前采集数据时采用无损检测的方法避免了采集数据时损伤纤维增强复合材料的内部结构影响其使用寿命。
 907
0
907
0
本发明公开了一种架空导线7根绞钢绞线对接嵌铝压接结构和方法,包括钢管和铝合金管,铝合金管嵌入到钢管内,并包裹两对接的圆线同心绞架空导线7根绞钢绞线,压接钢管使得铝合金管紧密贴合圆线同心绞架空导线7根绞钢绞线形成钢芯接续管。本发明钢管和圆线同心绞架空导线7根绞钢绞线之间增加一层铝合金管,利用铝合金管的高塑形和高静摩擦系数,避免在钢管和圆线同心绞架空导线7根绞钢绞线压接时出现圆线同心绞架空导线7根绞钢绞线被压伤、欠压、松股现象,同时又满足接头的握着力要求,使圆线同心绞架空导线7根绞钢绞线对接压接更容易实施,压接质量更高,压接头可以免无损检测,减低劳动强度和工程费用。
 983
0
983
0
本发明公开了一种不同尺寸电子液晶屏定位抓取方法,包括:两个相机同时采集图像;处理图像;找寻壳体特征;相机内部运算并输出运算结果至机器人;机器人抓取液晶屏;机器人根据运算结果放置液晶屏。通过液晶屏抓取到定位并准确放置到壳体内完成整个组装过程最长仅需5秒钟时间,相对人工效率提高20倍以上。二、可全年全天24小时连续工作。三、一次性投入,相应地减少5个人工成本。四、不需要人员操作,极大的减少了人员组装检测的偶然性错误,保证组装可靠性五、可兼容不同尺寸规格的液晶屏,同时仅需要添加程序,不需要增加机械结构。六、不需要接触液晶屏,无损伤产品、污染产品的风险。
 1204
0
1204
0
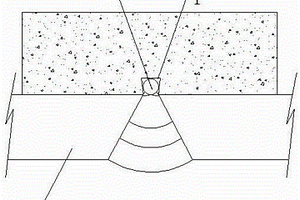
本发明公开了一种暗埋压力钢管对接焊缝背面缺陷处理工艺,在钢管内将缺陷焊缝刨开,并将坡口刨成便于焊接的型式,用角向磨光机将坡口及坡口两侧打磨干净,利用带钢锯片的角向磨光机将坡口根部下的混凝土锯出一条凹槽,把圆钢垫入凹槽内,且圆钢两侧分别与坡口根部焊接连接固定;对焊缝刨开打磨后没有施焊的坡口,先进行预热再进行焊接,并立即对焊缝进行连续均匀的锤击,焊接完成待冷却后清除焊渣,再进行超声波无损检测,达到质量要求即可。本发明在混凝土的凹槽上垫上圆钢垫板,将焊缝坡口与混凝土隔离,由于CO2保护焊热输入量相对较小,混凝土受热也较小,因此避免产生崩裂和水汽,减少粉尘和水汽对焊接熔池的不利影响,保证焊接质量。
 1072
0
1072
0
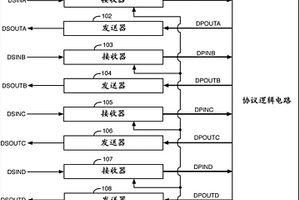
串行通道中的每个接收器电路均生成与主时钟信号对齐的同步时钟信号以允许无损坏地将数据同步传送到主时钟域上。每个接收器电路中的串并转换器电路响应于同步时钟信号中的一个同步时钟信号将串行数据信号转换为并行数据信号。相位检测电路基于同步时钟信号和主时钟信号之间的相位偏移生成相移的指示。时钟信号生成电路基于相移的指示提供对同步时钟信号的相位的调节。串并转换器电路基于对同步时钟信号的相位的调节来调节由并行数据信号所指示的比特的位置。
 965
0
965
0
本发明涉及一种30CrMo耐热钢管道焊接施工方法,特别是一种应用于高压管道焊接领域的30CrMo耐热钢管道焊接施工方法。本发明提供一种焊接质量高,可以有效保证焊接后的液压管路系统安全承受其工作压力的30CrMo耐热钢管道焊接施工方法。包括以下几个步骤,对待焊接的管道进行清洗;对待焊接的管道进行预热;在待焊接的管道上加工焊接坡口;对管道进行焊接;对完成焊接后的管道进行热处理;采用焊前预热的方法可有效的防止氢致延迟裂纹。由于管道焊接打底焊缝容易产生焊接缺陷,同时厚壁管焊接缺陷返修困难,因此在打底焊接完成后对焊缝进行一次无损检测,确保无返修缺陷后再进行填充和盖面焊接。采用研磨工艺可以消除高压管道的密封面不均匀间隙的缺陷。
 860
0
860
0
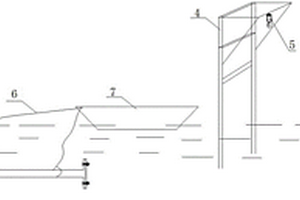
本发明公开了一种长距离输送管道及π型补偿器水上漂浮安装方法,通过在水体内浇筑支撑输送管道的砼支架,并利用浇筑好的砼支架作为支撑点在其上设置吊装支架,对输送管道以及π型补偿器进行预制并封闭两端接口然后放入水中,通过牵引船牵引至具体安装点位置,再通过吊装支架将预制并封闭好的输送管道或者π型补偿器吊装到具体安装位置进行安装,安装完成后再对管道进行无损检测。使用本发明能够解决在大面积水域无法使用吊装机械时可以方便地对输送管道及π型补偿器进行安装,节约大量施工成本,具有很强的实用性。
 1203
0
1203
0
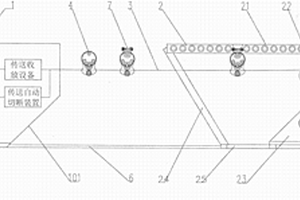
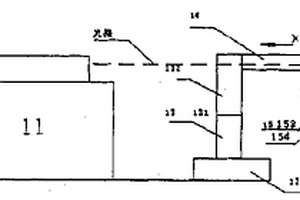
本发明公开了一种高空连续投物装置,由传送带控制单元、物资承送台、传送带、阻尼器、锚定配重与联接架组成,传送带控制单元包括传送带收放设备、动力控制箱、传送带联动装置、长度传感器、拉力检测传感器、传送带切断装置及安装所述组件的箱柜,联接架连结箱柜与物资承送台,各信号接收与控制指令由“PC”控制组件集成和发出,一面内嵌横齿条的传送带始于传送带收放设备,经传送带联动装置、传送带切断装置、跨物资承送台中的导向转盘后在锚定配重作用下,受预设程序控制从高空延放至目标地,阻尼器压挂在传送带上并与待投物资连结一体,推之作相对传送带的位移,阻尼器设有平衡下降加速度的结构,实现高空投物既迅速高效又准确无损。
 1498
0
1498
0
本发明提供一种发电机、汽轮机转子轴的现场激光修复方法,包括无损检测及清理、激光熔铸修复、机加复形三大过程,其特征在于:所述激光熔铸修复过程中:激光从正上方辐照于转动的转子轴上,合金粉预置于转动的转子轴上激光斑前端;使用现场水源作为可移动式激光加工系统的冷却介质;通过无级调速机构与现场发电机组的盘车装置耦合;所述机加复形过程中:以静止的转子轴为基准,切削工具相对工件转动的切削方式对转子轴进行精整。本发明提供的发电机、汽轮机转子轴的现场激光修复方法及其专用设备的优点在于:具有利用激光熔覆工艺修复汽轮机、发电机的转子轴轴颈的优点,实现原地激光熔铸修复和机加复形,缩短修复周期,免除装卸搬运工作,很大程度上节约了时间、人力、物力。
 1154
0
1154
0
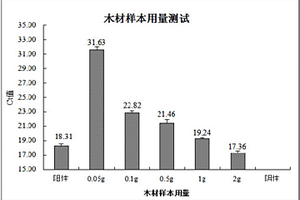
本发明公开了一种快速鉴别灵芝孢子粉真伪的方法,包括如下步骤:(1)样品处理:取待鉴别的灵芝孢子粉药材10g,粉碎,过80目筛备用;(2)仪器:傅里叶红外光谱仪;(3)空白扫描;(4)标准品扫描;(5)样品扫描;(6)相似度比较;本发明的优点:检测快速,样品压片进行红外扫描,进行数据分析,整过过程只需几分钟;样品无损:样品量只需要3毫克,使用量极少;信息全面:样品进行全波红外光谱扫描,样品信息完成。
 817
0
817
0
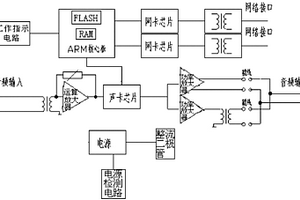
本发明提供一种用于网络型全数字广播系统的双网口单元,包括ARM核心板和电源,所述电源分别与整流二极管和电源检测电路相连,所述ARM核心板的输入端与工作指示电路相连,所述ARM核心板的输出端分别与两个网卡芯片相连,所述网卡芯片上设有网络接口,所述ARM核心板的输出端与声卡芯片相连,所述声卡芯片的输入端与运算放大器相连,所述声卡芯片的输出端分别与两个功率放大器相连,所述功率放大器与跳线相连。本发明的有益效果是;双以太网口既可以实现通用路由器的功能,也可以按系统专有协议对数据进行选择性路由;数字音频的以太网传输采用系统专有协议进行非压缩无损实时传输;具有结构简单,使用方便,以太网传输效果好等优点。
 733
0
733
0
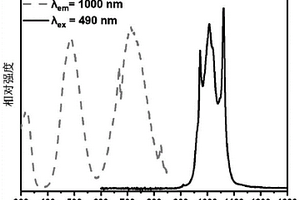
本发明属于短波红外发光材料技术领域,涉及一种Yb基短波红外发光材料及制备方法和应用。所述Yb基短波红外发光材料包括KYbP2O7:xCr3+,其中0.001≤x≤0.3,x为Cr3+掺杂量与KYbP2O7的摩尔百分比。本发明的Yb基短波红外发光材料能够高效吸收400–550nm范围内的蓝光和绿光,在短波红外光区(900–1300nm)产生强发射,发光峰值分别位于~972nm,~1007nm和~1060nm,半峰宽在115–150nm之间,短波红外发光强度高,且在900nm以下不产生任何近红外光发射。此外,本发明可以与蓝光LED芯片构筑荧光转换型短波红外LED器件,在信息隐藏和读取、光学防伪、无损检测、夜视照明和生物医学等领域具有重要应用前景。
 1266
0
1266
0
本发明提供了一种锈层截面试样的制备方法,属于钢板表面锈层的表征检测领域,所述制备方法包括:将预处理后的带锈层试样进行微观观察,得到带锈层试样的不同相微观形貌区域;采用FIB‑SEM双束系统对所述不同相微观形貌区域进行原位切割,得到锈层截面试样。该制备方法采用FIB‑SEM双束系统对所述不同相微观形貌区域进行原位切割,利用聚焦离子束特殊制样方法,在整个制样过程中样品所受应力很小,制作的锈层截面因此也具有很好的完整性,实现了几乎无损制备锈层原位截面,最大程度的还原了锈层本身状态,有效解决了现有锈层截面试样制备过程中存在因损伤而无法完全还原锈层的真实形貌的问题。
 1269
0
1269
0
一种基于输出电流的线损补偿修正方法,方法包括:检测基于原始要求的原始占空比信号所驱动功率管而实际产生的输出电流,将输出电流转换为电信号,根据原始占空比信号和电信号做补偿计算,得到补偿修正信号;根据补偿修正信号和原始占空比信号,得到修正占空比信号,并将修正占空比信号作用于功率管,以使得功率管的实际输出功率等于在无损耗状态下原始占空比信号所对应的目标输出功率。本发明利用芯片输出电流与系统线损成正比的特点,以输出电流来调制修正占空比信号,由此可以合理补偿输出功率在连线与接口的电阻上损失的无用功耗,而不会造成补偿过度或不足。
 1117
0
1117
0
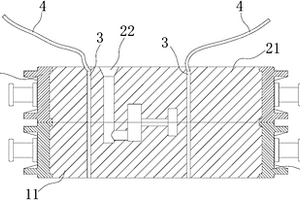
本发明公开的一种自带收纳盒的超声波探伤仪,属于无损检测仪器技术领域。包括探伤仪本体和设置在探伤仪本体底部的收纳盒;收纳盒包括外壳和封盖,外壳与探伤仪本体连接,外壳和封盖内部构成封闭的腔室,外壳和封盖之间能够通过锁扣机构启闭;腔室内设有若干探头固定装置、若干连接线接头固定装置和若干绕线固定装置。本发明便于超声波探伤仪探头和连接线的携带,避免了超声波探伤仪探头丢失和连接线的折损,提高了操作的便捷性。
 1129
0
1129
0
本发明涉及无损检测技术领域,尤其涉及一种电子模块起拔器,包括手柄和2个上下平行设置的起拔体,起拔体的一端连接有滚轮,上下起拔体通过转轴与电子模块的上下表面转动连接,起拔器的另一端固定连接固定挡块,起拔体内设置滑孔,滑孔内滑动连接锁紧块,起拔体上设置将滑孔与起拔体外部空间连通的开槽,开槽内设置移动块,移动块与锁紧块固定连接,手柄竖直设置,手柄的上下两端分别与上下起拔体的移动块固定连接。具有上下两个起拔体且同时受力,使电子模块的上下两端受到的拉力大小一致,不会出现电子模块发生倾斜导致滑轨与机架上的滑道摩擦力增大的现象,方便电子模块与机架快速脱离。
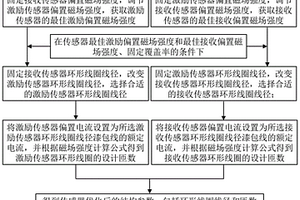
本发明属于无损检测相关技术领域,其公开了一种交叉线圈式磁致伸缩扭转导波传感器结构参数的优化方法,该方法包括以下步骤:(1)提供实验平台,并分别确定所述实验平台中的激励传感器的最佳激励偏置磁场强度及接收传感器的最佳接收偏置磁场强度;(2)基于最佳激励偏置磁场强度、最佳接收偏置磁场强度及固定覆盖率,分别确定激励传感器的环形线圈的最佳线径及接收传感器的环形线圈的最佳线径;(3)分别基于得到的最佳线径及磁场强度计算公式计算得到激励传感器的环形线圈的设计匝数及接收传感器的环形线圈的设计匝数,由此完成结构参数的优化,所述结构参数包括环形线圈的线径及匝数。本发明提高了传感器的换能效率,适用性较强。
 1139
0
1139
0
一种核电站钢衬里壁板带陶质衬垫埋弧自动焊接方法,包括以下步骤:步骤一、钢衬里拼接板坡口加工;步骤二、钢衬里拼接板组对;步骤三、引弧板安装;步骤四、陶质衬垫粘贴;步骤五、钢衬里拼接板焊接;步骤六、陶质衬垫拆除;步骤七、钢衬里拼接板焊缝无损检测。其中,钢衬里板主要指核电站钢衬里壁板、底板以及穹顶,钢衬里板厚度6mm。本发明通过使用焊接陶质衬垫,并合理设计焊接工艺参数,可实现钢衬里板车间预制拼接焊接时埋弧自动焊单面焊双面成形,避免传统的双面焊接过程中钢衬里板翻身工序,减小了作业风险,提高了焊接效率。
 872
0
872
0
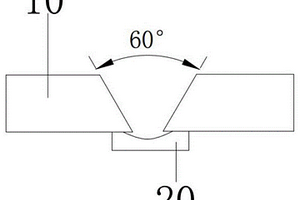
本发明公开了一种对接船舶艏艉柱两侧的舷外板的方法,具体包括以下步骤:在第一舷侧外板和第二舷侧外板的端部分别加工出坡口面;将两个外板的坡口面打磨光滑;将圆形钢质衬垫焊接在第一舷侧外板坡口面的根部边缘;第二舷侧外板与第一舷侧外板对称设置,第一舷侧外板与第二舷侧外板的坡口面共同构成V字形对称坡口;采用二氧化碳多层多道焊接工艺对所述坡口进行焊接;对焊缝进行打磨处理,进行无损探伤检测。本发明施工简单、操作方便,不需要在两个外板中间嵌入圆钢,即可实现第一、第二舷侧外板的对接,提高了焊接质量和焊接效率,且焊接强度能够满足船级社规范要求。
 1167
0
1167
0
本发明属于分析化学质谱分析领域,具体公开了单宁酸在电喷雾电离质谱分析校正液中的应用。本发明使用单宁酸溶液作为电喷雾电离质谱分析的校正液,快速地实现化合物分子量的精准标定,质量校正更准确、对质谱仪几乎无损害,特别是在作为电喷雾电离质谱检测N‑苄基十六烷酰胺、β‑环糊精及单‑[6‑(二乙烯三胺基)‑6‑脱氧]‑β‑环糊精的校正液时,取得了良好的效果。
 781
0
781
0
本发明的一种A940钢单面焊双面成型焊接方法,采用特制陶质衬垫,以气体保护焊焊接方法,实现A940钢单面焊双面成型。A940钢单面焊双面成型焊接方法解决了该钢种在工程应用上无法进行双面焊接结构的焊接问题,提高了焊接效率。该发明焊接的试板,焊缝成型美观,尺寸符合要求,无损检测,射线根据GB/T3323评级满足Ⅰ级要求,渗透根据NB/T47013.5评级满足Ⅰ级要求,各项力学性能优良,满足GJB4000‑2000要求。
 741
0
741
0
本发明提供了一种用于海上移动半潜平台的合金,由以下重量份的原料制成:Ni 65.0~72.0份,Si 0.35~0.45份,Cr 1.2~2.4份,Mo 1.0~2.0份,Ti 35.0~48.0份,Mn 2.0~3.6份,Al 75.0~80.0份,Cu 45.0~54.0份。优点是:通过电子束熔炼合金,保证合金的抗压性、耐磨性和耐腐蚀性;同时,电子束能量集中,使得熔池可以达到很高的温度,不仅有利于提高精炼提纯的效果,而且可用于熔炼高熔点金属;此外,电子束的可控性好,能保证熔池温度分布均匀,有利于得到表面质量和结晶组织优良的金属锭;采用电渣重熔,使得合金纯度高、含硫低、非金属夹杂物少、合金锭子表面光滑、洁净均匀致密、金相组织和化学成分均匀;采用超声波无损探伤仪检测合金锭内部是否有裂痕,保证合金锭的质量。
 773
0
773
0
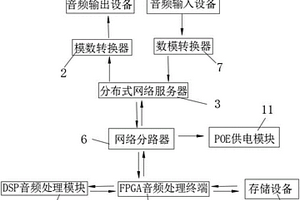
本发明公开了一种数字音频处理系统,包括FPGA音频处理终端,所述FPGA音频处理终端双向电连接存储设备,且FPGA音频处理终端通过网线连接网络分路器,所述网络分路器通过网络连接分布式网络服务器,且分布式网络服务器分别电性连接数模转换器和模数转换器,所述模数转换器电性连接音频输出设备,本发明使用5、6类网线为音频传输线缆,解决了传输过程中误码、丢码及其总线冲突检测的问题,并采用FPGA技术将采集到的音频数据进行无损编码,高速传输,使系统内的任一接收端的信号误差处于3.3ms内,而且通过星形连接或者树状连接能够同时向各接收设备传输30到128路音频信号或控制信号,大大提升了系统的可扩展性。
 1138
0
1138
0
本发明公开了一种铸型快速冷却方法,包括以下步骤:生产工艺准备、准备材料、制砂、造型、起模、合箱铸型、熔化、浇注冷却、固化后落砂。本发明一种铸型快速冷却方法,通过在铸件造型过程做好通气道,在浇注过程中吹入压缩空气进行人工强化冷却,加快铸件的冷却速度,对减轻砂型的热影响有非常好的效果,可减少铸件因型砂受热而产生的缺陷,从而减少叶片部位缺陷的产生,并且边浇注边冷却细化了铸件的晶粒,铸件机械性能也有一定的提高,提高了铸件的质量,尤其是H型压缩机用隔板叶片的质量,明显提高,通过批量试制,采用浇注过程中吹压缩空气的方法生产出来的隔板铸件,打磨后进行无损检测,质量情况符合要求,比以往均有大幅度提高。
 878
0
878
0
本发明公开了一种再生器应力腐蚀开裂后的焊接修复方法及材料。压力容器焊接修复以往都采用与母材同种的焊接材料,但对再生器用此种方法修复时常有新的裂纹产生。本发明涉及一种不锈钢焊条,其主要成分为:C:0.15%,Mn:0.5~2.5%,Si:0.9%,Cr:22.0~25.0%,Ni:12.0~14.0%,Mo:0.75%。本发明也涉及一种修复方法,其步骤为:裂纹消除;无损检测;修磨焊接坡口;坡口表面探伤;用不锈钢焊条补焊;对补焊部位进行打磨、清理和表面探伤;超声波或射线探伤。采用本发明提供的方法和材料,可以避免焊接修复过程中的开裂,也可以明显延长修复后的使用寿命。
北方有色为您提供最新的有色金属无损检测技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!






































































