全部
▼
 829
829
 0
0
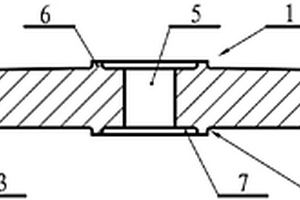
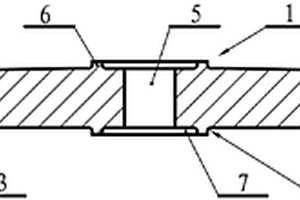
采用锻造毛坯的环形加热炉大底板,大底板的主体为圆盘结构,圆盘结构的一侧表面为平面,圆盘结构的另一侧的中心为平面,平面的外周为圆锥表面,大底板的中心设置中心孔,环绕中心孔分别设置圆环形凸台,大底板的毛坯为锻造毛坯。大底板的材料为耐热不锈钢,材料经过钢模铸造设置为铸造毛坯,铸造毛坯进行固溶处理后锻造设置为锻造毛坯,锻造毛坯先后经过粗机械加工和精机械加工之后进行无损探伤检查,无损探伤检查合格的产品为成品的大底板。本实用新型的采用锻造毛坯的环形加热炉大底板,可以利用锻造工艺的特点,改善毛坯的结构,大幅度提高环形加热炉大底板的高温强度和高温稳定性,适应环形加热炉的工作需要,效果显著。
 814
0
814
0
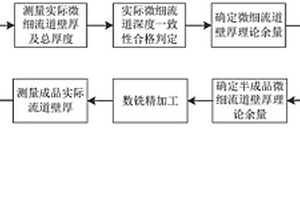
本发明提供一种微细液冷流道壁厚精确控制方法包括:对焊接后的毛坯微细液冷流道外形面进行无损测量前处理、通过无损测量方式测量毛坯件实际微细流道两侧面流道壁厚以及总厚度、微细流道深度一致性合格判定、确认微细流道壁厚粗加工量、数铣粗加工、无损测量半成品微细流道实际壁厚、确定半成品微细流道壁厚精加工量、数铣精加工、测量成品实际微细流道壁厚、计算成品流道壁厚、成品流道壁厚一致性合格判定。本发明能够解决微细液冷流道焊接导致微细液冷流道两侧壁厚不均匀性的问题。
 881
0
881
0
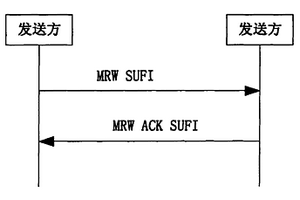
一种保持PDCP序列号同步的方法,应用于RLC工作在丢弃方式时,包括下列步骤:发送方RLC检查到丢弃过程时,将待丢弃的SDU的序列号信息发送给接收方RLC并接收返回的响应消息;接收方RLC根据所述SDU的序列号信息确定实际丢弃的SDU的总个数并发送给接收方PDCP,由接收方PDCP将当前PDCP序列号直接增加该个数。所述SDU的序列号信息包括当前丢弃过程中,每一个待丢弃的SDU的序列号信息,该序列号信息是指每一个SDU最后分段对应的RLC PDU序列号,通过显示丢弃信令发送。应用本发明所述方法在RLC工作在丢弃方式时支持无损迁移。
 897
0
897
0
本发明的X射线透视仪、摄片装置和成像系统,包括一种发明人提出的采用X射线光阴极的平板型X射线像增强器。这种透视仪显示的透视图像面积大、畸变小、分辨率高,并具有足够高的亮度,因而可以直接观察,而不必采用电视摄像机转换,由电视监示器显示。加装上普通照相机可以由可见光底片实现摄片功能。还可包括CCD摄像机、图像处理器、激光打印机或计算机显示系统,进一步扩大应用功能。这些设备或系统可广泛用于医疗、工业无损探伤以及安全透视检查等。
 1222
0
1222
0
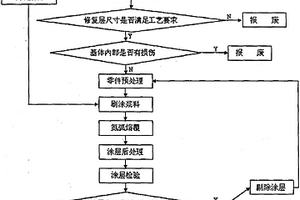
本发明涉及一种基于零件再制造修复的反应氮弧熔覆耐磨涂层制备工艺,属于零件再制造工程领域。该工艺包括:确定零件修复尺寸,检验零件内部是否有损伤;对零件待修复表面进行除油、除锈处理;将原材料钛粉和石墨用球磨机均匀混合后用酒精稀释粘结剂调制成糊状浆料,并采用刷涂法将其涂覆在待修复表面并按一定规范烘干;选用TIG焊机,以工业纯氮为保护气体,直流正接,进行搭接烧熔;保温缓冷后用无损探伤方法检查修复层质量;对修复层进行机械加工以满足零件尺寸要求和表面质量要求。本发明具有修复层耐磨性优异、工艺设备简单、成本低廉的特点,适用于表面磨损而基体内部无损伤零件的再制造修复及技术升级。
 1348
0
1348
0
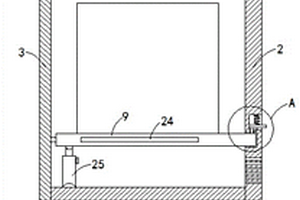
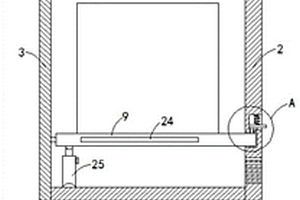
本发明属于电力领域,尤其是涉及一种电力滤波器,包括箱体和固定连接在箱体上端的柜体,柜体的侧壁上铰接有侧门,柜体内安装有滤波设备,箱体内设有活动板,箱体的侧壁上设有用于对活动板进行复位的复位机构,活动板的下端设有支撑机构,活动板的上侧设有横板,横板的下端四角处均固定连接有支撑柱,支撑柱的下端贯穿活动板和箱体的底面设置,支撑柱的下端固定连接有安装座,箱体的底面上设有与安装座相对应的开口,安装座的下端安装有滚轮,箱体内设有用于对横板进行调节的升降机构,柜体内滑动连接有安装板。优点在于:本发明方便对有源电力滤波器进行搬运和移动,安装过程对地面无损坏,并且方便对有源电力滤波器内的设备进行安装和检修。
 1140
0
1140
0
本发明提供一种主动分离型球鼻艏的制造方法,该方法包含以下步骤:A、选择材料:选择高强度材料;B、材料成型:根据球鼻艏与主船体连接部位的尺寸和形状,将上述高强度材料加工成相匹配的尺寸和形状;C、安装:在球鼻艏与主船体连接部位,采用焊接、粘接、或镶嵌工艺安装上述高强度材料,用于连接球鼻艏与主船体;D、打磨处理:打磨上述连接部位,使球鼻艏与主船体之间有着平滑的过渡连接;E、防锈处理:采用喷砂涂底漆;F、无损水密检查:对球鼻艏与主船体连接部位无损水密检查。所述高强度材料是低合金高强度金属材料,其屈服强度值不小于390Mpa,本发明可降低船舶发生碰撞时球鼻艏对对方船体造成的伤害。
 1532
0
1532
0
本发明提供一种多功能医 用吸取器, 包括抽吸柄, 吸筒及多种功能配 件。活塞杆前部有胶塞接头、后部有拉手 抽吸柄导管前部有用以同吸筒后部敞口 端卷边结构相匹配的吸筒结合卡孔、后部 有负压锁定结构和抽吸柄托; 吸筒的乳头 上可装配可调三通和/或多种特制取材针 头、胶塑管。适宜临床各科用来抽吸癌细 胞, 抽吸肝胸水、囊肿、脓肿和体内积液 以及注射药物到病变局部和空腔脏器内 实施局部治疗和取样检查。其具有简便、 快速、无损伤, 单手可操作, 省人、省力又安全等优 点。
 1144
0
1144
0
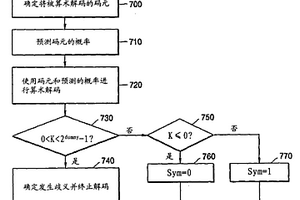
一种可分级音频数据算术解码的方法和设备和一种截去音频数据比特流的方法和设备。对可分级算术编码的码元进行解码的算术解码的方法可包括:通过使用期望被解码的码元和码元的概率对码元进行算术解码;和通过检查指示将被解码的码元的解码是否完成的歧义来确定是否继续解码。根据本发明的方法、介质和设备,当在MPEG-4可分级无损音频编码中执行算术解码时,应用可分级的数据可被进行有效的解码。即使当截去比特流时,也可知道解码终止点,从而可执行截去部分的附加解码。
 1162
0
1162
0
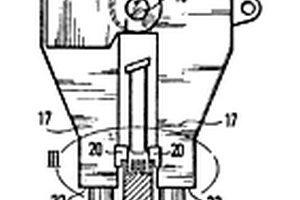
一种将叶片(1)组抽出的方法,叶片组能径向插入到汽轮机转子的叶轮(5)中,以固定其上。夹紧位于叶根上方的平台,然后径向向外拉。用于实现上述方法的装置包括两个彼此铰接的操纵杆(15),以致两个后臂18远离运动使装有卡爪(20)的两个前臂(17)夹住叶片的平台。驱动器(23)使整个装置(14)径向远离叶轮(15)运动。叶片(1)组被抽出而无损坏,并且当叶轮检修完后,可以重复使用。
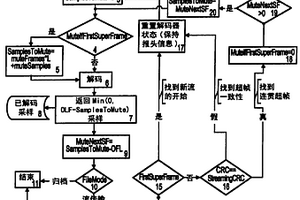
在基于帧的比特流格式中,用于对当前帧进行解码所需的数据通常存储在针对该帧的数据部分内。一种例外是针对当前帧的数据存储在先前帧中的mp3比特流。如果解码器不接收所需的先前帧,则跳过对当前mp3帧的解码。本发明可以应用于在归档模式中、流传输模式和归档模式的采样精确截除中的这样的比特流。在流传输和截除模式中,建立新报头。在报头中发信号通知对解码器状态进行初始化所需的帧的数目,以及流传输模式中的一致性检查值。这些帧用于解码器初始化,但不用于对采样或系数进行解码。对于采样精确截除,针对应当截除的帧,也在报头中指示要消音的采样或系数的数目。本发明可以应用于hd3音频文件格式,以用于mp3比特流的无损扩展。
 816
0
816
0
本发明属于电力领域,尤其是涉及一种有源电力滤波器,包括箱体和固定连接在箱体上端的柜体,柜体的侧壁上铰接有侧门,柜体内安装有滤波设备,箱体内设有活动板,箱体的侧壁上设有用于对活动板进行复位的复位机构,活动板的下端设有支撑机构,活动板的上侧设有横板,横板的下端四角处均固定连接有支撑柱,支撑柱的下端贯穿活动板和箱体的底面设置,支撑柱的下端固定连接有安装座,箱体的底面上设有与安装座相对应的开口,安装座的下端安装有滚轮,箱体内设有用于对横板进行调节的升降机构,柜体内滑动连接有安装板。优点在于:本发明方便对有源电力滤波器进行搬运和移动,安装过程对地面无损坏,并且方便对有源电力滤波器内的设备进行安装和检修。
 906
0
906
0
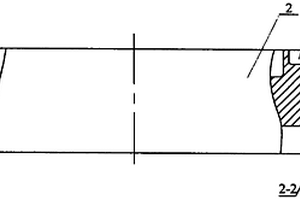
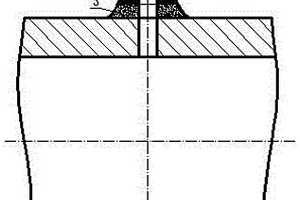
汽轮机低压加热器管板与壳体、水室连接处的堆焊方法,它涉及一种汽轮机低压加热器管板与连接件的焊接方法。针对低碳钢汽轮机低压加热器管板与壳体和水室焊接时,存在工艺复杂问题及合金钢汽轮机低压加热器管板与壳体和水室直接焊接时,存在操作困难问题。本发明是这样完成的:汽轮机低压加热器管板(2)采用厚度Δ为90~240MM的20MNMO或16MNR合金钢锻件,并在其上加工两个深度均为20~30MM的环形凹槽,预热,在两个环形凹槽内逐层堆焊碳钢,焊道层间温度为100~150℃,堆焊完成后,用石棉布覆盖、缓冷至常温,再进行焊后热处理,回火温度600~630℃,回火10~25H。本发明在汽轮机低压加热器管板的环形凹槽内堆焊碳钢,预热、焊接、热处理和无损检验都较方便,并降低了工艺难度。
 933
0
933
0
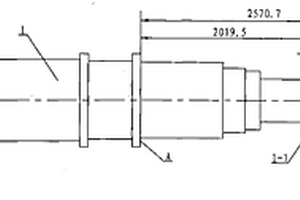
超超临界汽轮机12%Cr钢高中压转子轴颈堆焊方法,涉及一种堆焊方法,特别是涉及一种超超临界汽轮机12%Cr钢高中压转子轴颈堆焊方法。本发明为解决超超临界汽轮机12%Cr钢高中压转子轴颈和轴承表面部位发生机械粘着磨损的问题,堆焊方法如下:一、对毛坯转子的第一轴颈和第二轴颈分别进行坡口车削加工;二、对车削面进行着色探伤;三、将毛坯转子装配到堆焊专用设备上;四、对转子轴颈的待堆焊表面进行预热;五、对待堆焊表面实施堆焊;六、对转子去应力热处理;七、对堆焊后的转子进行车削精加工;八、对精加工后的转子进行无损探伤检验。本发明适用于对超超临界汽轮机12%Cr钢高中压转子进行堆焊。
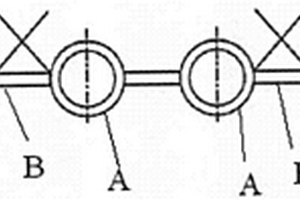
本发明提供了一种超临界CFB锅炉高温屏式过热器不锈钢埋弧焊焊接方法,管子选择不锈钢的合金管,扁钢选择不锈钢的扁钢;焊丝成分与管子匹配,焊剂为不锈钢焊剂;管子焊前进行抛光处理,清除表面杂质;扁钢焊前进行精整处理,保证扁钢宽度及厚度满足要求,且扁钢两侧不开坡口;采用两根管子中间夹一根扁钢的形式焊接2根组单元,采用埋弧焊方法通过埋弧自动焊焊机进行焊接,焊接过程中焊丝及焊剂自动送进,多余焊剂自动回收;然后根据管屏宽度要求,将2根组单元组合为所需管屏形式;最后,对焊接后的管屏焊接处进行无损检验。本发明提供的方法焊接的管屏焊缝无损检查合格,无气孔、咬边等缺陷,焊接质量稳定可靠,保证了机组的安全运行。
 996
0
996
0
本发明属于钢管加工制造领域,具体是一种镍基耐蚀合金冷轧管内表面除油方法,采用水溶性清洗剂和超声波振动,通过内壁喷砂冲刷,去除小口径镍基耐蚀合金冷轧管内表面油污,其方法步骤为:装料浸泡→超声波振动→内壁溶液冲刷→第一次热水清洗→内壁喷砂冲刷→清水清洗→第二次热水清洗→检查。本发明用超声波将浸泡在水溶性清洗剂小口径冷轧管的内壁油污振动剥离,再通过循环流动的溶液冲刷,将内壁油污清理,然后用热水和清水分别清洗,最后对内壁喷陶瓷砂,对内壁进行彻底清理,并用热水清洗干净。该方法能彻底清理小口径冷轧管内表面附着的油污,防止在后续的热处理中因油污碳化,造成钢管内壁渗碳问题,并且该方法对环境无污染,对处理的材料无损害。
 991
0
991
0
本发明公开了一种清除印刷线路板表面绿漆的清除剂及其生产方法,本清除剂按重量百分比由以下组分组成:氢氧化钾水溶液15.12~16.12%、液碱16.2%~17.45%,剩余为水。生产所述清除剂的步骤:(1)在生产槽中按照比例依次加入原材料氢氧化钾、液碱和水,(2)经搅拌至完全溶解后进行检验。本清除剂药水在使用中印刷线路板不会有织纹显露现象,对铜面与锡铅面无损伤,不含化工溶剂对环境污染小,操作安全,具有较为高效的剥除效率。
 852
0
852
0
超超临界12%Cr钢高中压转子推力盘堆焊工艺方法,它涉及一种转子推力盘堆焊方法。本发明为解决转子推力盘与轴瓦之间产生粘着烧结,引起轴系异常,危及转子乃至机组安全运行的问题。方法:一、对第一待堆焊端面、第二待堆焊端面和轴颈进行焊前加工;二、各加工面着色探伤;三、转子装配到专用堆焊设备转动装置上;四、各加工面预热;五、对第一待堆焊端面和第二待堆焊端面堆焊;六、对第一堆焊面和第二堆焊面去应力热处理;七、对第一堆焊面、第二堆焊面、轴颈、第一推力盘的外径表面和第二推力盘的外径表面进行堆焊后的车削精加工;八、对第一堆焊面和第二堆焊面进行无损探伤检验。本发明用于超超临界12%Cr钢高中压转子推力盘堆焊。
 1190
0
1190
0
本发明公开了一种集箱及管座的焊接方法,包括以下步骤:A)在筒体上划管座的管孔中心线,并加工底孔;B)划过渡管座焊制区域位置线,进行过渡管座的堆焊,保证过渡管座的高度不小于h,加工过渡管座至高度h及顶部平面,再加工管孔;C)过渡管座进行100%无损探伤检查,对筒体和过渡管座进行焊后热处理;D)将过渡管座与管座装配并焊接二者的对接焊缝;E)对接焊缝进行100%无损探伤检查,对筒体、过渡管座、管座及对接焊缝进行焊后热处理;本发明能降低拘束度及消除焊后内应力,避免管座角焊缝焊后热处理产生裂纹,保证焊接质量,降低生产制造成本。
 835
0
835
0
一种高性能低碳微合金钢SEW膨胀套管及其制造方法,所述膨胀套管的化学成分以质量百分比计为:C 0.10~0.25%、Si 0.12~0.30%、Mn 0.60~1.50%、P≤0.010%、S≤0.005%、Nb+V+Ti 0.05~0.5%,其余为Fe和不可避免的杂质。所述制造方法包括以下步骤:(1)以高尺寸精度控制的低碳微合金钢TMCP热轧卷板为原料,通过FFX成型及HFW焊接制成HFW焊管;(2)采用中频感应加热方式将HFW焊管快速加热至900~1100℃,然后进行热机械轧制和热张力减径得到所需规格的管坯,并使焊缝组织得到优化,达到与母材接近一致,实现物理无缝化;(3)对热轧减径后的管坯进行全管体特殊热处理,使全管体获得均匀一致的组织和性能;(4)进行热矫直、无损探伤和管内喷砂除锈处理,管端丝扣加工及检验,最终形成膨胀套管。
 1030
0
1030
0
本发明公开一种高集成化低能量X射线阵列传感装置,其特征在于:传感装置内的正极和阵列排列的信号极,用作电离用的惰性气体与高度集成化的接收放大装置和控制线路都密封在同一个壳体之内,从密封壳体引出线只有电源线、信号输出线和数据控制线等。因此,本发明公开的传感装置结构简单、性能可靠稳定、屏蔽性好、抗干扰性强,便于安装使用,价格便宜,可广泛用于无胶片X射线透视机,机场安全检查及无损探伤设备。所得数据仅需进行反卷积运算和数学修正即可。
 1008
0
1008
0
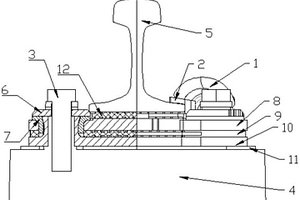
本发明公开了一种双层减振扣件,其包括上垫板、下垫板、连接套和锚固螺栓;所述上垫板与下垫板之间安装有中间橡胶垫;所述下垫板上设有凸起立柱,所述连接套上设有第三通孔,所述凸起立柱安装于第三通孔内;所述锚固螺栓将扣件紧固在轨枕上;所述凸起立柱的端部外侧设有第四配合面;所述第三通孔的端部设有第三配合面,所述第三配合面与凸起立柱上的第四配合面相配合,将上垫板、中间橡胶垫、下垫板锁定连接在一起;本发明双层减振扣件,降低了自锁结构的占用空间,提高了系统稳定性,结构紧凑,成本降低;另外,检修简便,现场拆卸便捷且对连接套无损坏。
 979
0
979
0
本发明公开了一种风能发电设备专用钢球制造工艺,首先将原材料热挤压连续成型,再光磨,光磨后进入阶段硬度控制热处理程序,再进行表面强化、硬磨,硬磨后再进行表面强化,然后经过两次研磨,再抛光;抛光后对外观进行涡流探伤,对外观无损的钢球再进行两次研磨,最后清洗、检验、涂油包装。本发明的封闭热挤压无环带连续成型新工艺、快速冷却合成淬火与表面硬度均匀性控制技术、磨削曲线控制与大进给量表面变质层控制技术均先进,生产的产品质优价廉,极具市场竞争力。

 1263
0
1263
0
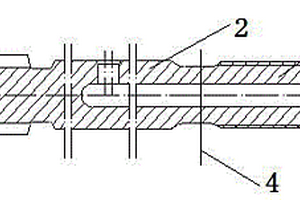
本发明公开了一种钎尾螺纹报废后的再制造方法,其包括如下步骤:先加工好,包括热处理好不同螺纹标准的螺纹公接头,2:再制造工艺步骤为:a:把报废后的钎尾,先进行抛丸处理,除去表面的铁锈;b:整体无损探伤检查;c:预先校直钎尾;d:切除损坏的螺纹部分;e:用摩擦焊,焊上已经加工好的相匹配新螺纹接头;f:去除内外焊接飞边;g:焊接处再次热处理;h:焊接处无损探伤;i:校直及去除校直应力;j:上外援磨床,修磨两端平面及中间连接部分,保证两端面平行同时与中间轴线垂直。h:检验合格,涂防锈油、包装入库。本发明造旧如新,可以保证再制造的钎尾,即钎尾长度与原来长度一致,大大节省了使用费用。
 984
0
984
0
采用锻造毛坯的环形加热炉大底板,大底板的主体为圆盘结构,圆盘结构的一侧表面为平面,圆盘结构的另一侧的中心为平面,平面的外周为圆锥表面,大底板的中心设置中心孔,环绕中心孔分别设置圆环形凸台,大底板的毛坯为锻造毛坯。大底板的材料为耐热不锈钢,材料经过钢模铸造设置为铸造毛坯,铸造毛坯进行固溶处理后锻造设置为锻造毛坯,锻造毛坯先后经过粗机械加工和精机械加工之后进行无损探伤检查,无损探伤检查合格的产品为成品的大底板。本发明的采用锻造毛坯的环形加热炉大底板及其制造方法,可以利用锻造工艺的特点,改善毛坯的结构,大幅度提高环形加热炉大底板的高温强度和高温稳定性,适应环形加热炉的工作需要,效果显著。
 1147
0
1147
0
本发明公开了一种螺旋缝埋弧焊管对接工艺,涉及螺旋缝埋弧焊管技术领域。该工艺的加工工序包括:管端整圆、管端倒棱、钢管对接、预焊、内焊、外焊、补焊、环缝无损检验。本发明中与传统手工焊单面焊双面成型工艺相比,针对手工焊的焊缝中气孔、夹渣、裂纹等缺陷几率产生大从而影响焊接质量稳定性等问题,大大提高了钢管的对接质量和效率,可大大降低材耗和生产成本,方便了现场施工作业;具备生产满足API5L及相关标准要求对接管的批量产能。
 1159
0
1159
0
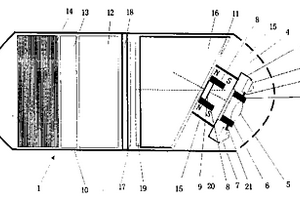
双向数字式无线内窥镜系统及其工作方式属医用无损伤内窥镜技术领域,它是一种双向无线通信可控且可实时观察图像、全数字且全消化道检查的双向数字式无线内窥镜系统,含有无线收发数字式内窥镜摄像装置,便携式无线接收与数据传输装置以及计算机控制与处理装置,在无线收发数字式内窥镜摄像装置内设有可调视角的摄像头、可调焦距的光学镜头以及可摄取三维图像的发光照明结构。具有三种不同的工作方:无线收发数字式内窥镜摄像装置与便携式无线接收和数据传输装置联合工作方式;无线收发数字式内窥镜摄像装置和计算机控制与处理装置联合工作方式;无线收发数字式内窥镜摄像装置、便携式无线接收和数据传输装置和计算机控制与处理装置联合工作方式。
 1193
0
1193
0
本发明是一种硅热法炼镁用还原罐防腐涂料。其特征在于其成份中包括含硅胶液、硅藻土、石英粉、硅酸盐、磷酸盐。将本发明涂刷在还原罐体之上试用,经四个月后检查罐体,确认其表面完好无损,失重极微。
 894
0
894
0
本发明就是要提供一种列车表面油污清洗剂,由下列质量比组分组成:二十碳烷烃16-19%,柠檬烯7-9%,十氟戊烷55-65%,N-甲基吡咯烷酮6-8%,乙二醇单丁醚3-6%,NP-8.6?0.8-2.6%,苯骈三氮唑0.5-1.5%,JFC0.5-1.5%。其适合于对各种轨道交通列车的各类检修记号笔划线清洗,各类轮毂表面密封油漆、油污清洗,及其机械零部件表面固化污渍等表面油污清洗,不会对列车车体、列车机械零部件的表面造成伤害,对人体无损伤,对环境无污染。
北方有色为您提供最新的有色金属无损检测技术理论与应用信息,涵盖发明专利、权利要求、说明书、技术领域、背景技术、实用新型内容及具体实施方式等有色技术内容。打造最具专业性的有色金属技术理论与应用平台!






































































